一般的には、鋼を軟化させる処理が「焼なまし」です。
さらに、軟化の目的で、呼び方や内容が異なっています。
焼なましの種類には、①「完全焼なまし」 ②「球状化焼なまし」 ③「低温(または応力除去)焼なまし」 ④「拡散焼なまし」などがあります 。
パソコンなどで漢字変換すると、「焼きなまし」となるのですが、熱処理加工のJIS規格の表示では「焼なまし」と書きます。
この「なまし」は「鈍し」と書き、焼なましを、「焼鈍(しょうどん)」と称されることも多いのですが、ここでは、JISに沿って「焼なまし」としています。
同様に、熱処理用語では、焼入焼戻し、焼ならし という表記ですので、標準的な送り仮名と違って違和感もありますが、慣れるようにしてください。
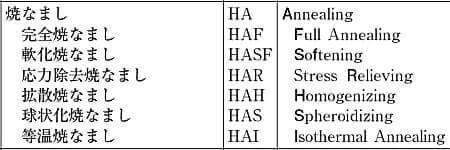
JIS用語には、これらの焼なましの種類があり、それぞれに、工程記号があります。
このなかで、拡散焼なましは少し特殊で、主に、製鋼段階で成分を均一にするための処理ですので(→こちらを参照)、この「拡散焼なまし」を除いて、材料を使う側から「焼なまし」のうちで主に、完全焼なまし、球状化焼なまし、低温焼なましに分けて説明します。
焼なましの基礎
一般的には、焼なましといえば、①鋼を軟らかくして、加工しやすくすること ②組織を調整して均一化すること・・・です。
この軟化の程度は、加熱温度が変態点を越えているかどうかで大きく変わります。
加熱温度が鋼の変態点を越えなければ、焼戻しの延長ですので、温度とともに硬さが低下していきます。
そして、硬さは、変態点を越えた焼なましをすることで、さらに低下します。
ただ、変態をしていない加熱は、空冷でも、極端には水冷でも、その操作で硬化することはありません。
しかし、変態点を超えると、冷却速度が重要になります。 それらを説明していきます。
焼なましの種類を変態点で分けて考える
どんな焼なましすればいいのかで、「焼なまし」の種類を考えるときに、「鋼の変態点を利用するかしないか」に分けて考えるとわかりやすいでしょう。
鋼の温度を常温から赤熱する高い温度まであげていくと、700-1000℃ぐらいで、組成(結晶構造)が変化します。
この変化を熱処理では「変態する」といい、その温度を「変態点(変態温度)」といいます。
 (完全焼なまし)
(完全焼なまし)
 (低温焼なまし)
(低温焼なまし)
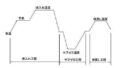
上の分類で言えば、変態点を超えて加熱する焼なましには「完全焼なまし」「球状化焼なまし」「等温焼なまし」があり、変態点以下のものとしては、「軟化焼なまし」「応力除去焼なまし」などの「低温焼なまし」に分けることができます。
変態点以下で行う焼なましを、「低温焼なまし」と総称することもあります。
徐冷とは、炉の中でゆっくり冷やすことで、「炉冷」と書かれる場合もあります。空冷は、加熱炉から出して大気中において冷却することです。
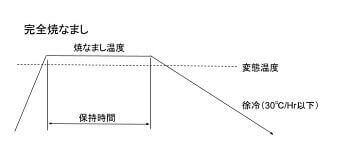
完全焼なまし
このように、変態点以上の、指定の焼なまし温度に加熱してゆっくり冷やす熱処理操作を「完全焼なまし」あるいは「完全焼鈍(かんぜんしょうどん)」といいます。
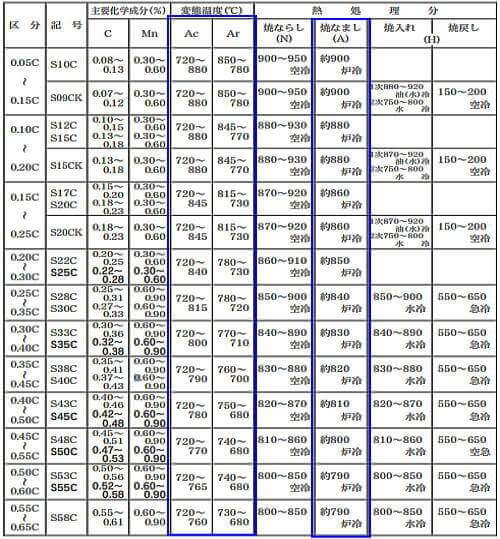

これは、機械構造用炭素鋼(SC材)と、汎用的な工具鋼の熱処理資料です。
構造用鋼などを含めた、教科書的な「完全焼なまし」の説明として、「亜共析鋼では、A3変態点の20-30℃上の温度に、また、過共析鋼では、A1変態点の30-50℃上の温度に品物を加熱して、炉冷または徐冷する。」というように説明されています。
焼なましの仕組み
変態点を超えて、鋼の組織が変態するときに、結晶粒の大きさが小さくなり、組織が調整され、その後、ゆっくりと冷却されることで柔らかい組織になります。
上の表の焼なまし温度は鋼種によってまちまちです。
単独鋼種ではJISやメーカーの推奨する温度で行いますが、実際の作業では、いろいろな鋼種を同時に焼なまし処理をする場合も多いので、それらの鋼種をふくむような温度にすることになります。
カタログなどに示された共通の温度があれば、それを選んで、その温度に加熱後、ゆっくり冷却すれば軟化するということになります。
温度は高すぎず低すぎず
適当な共通する温度をとる … という言い方もわかりにくいのですが、一般的には、焼なまし温度(800-850℃程度)(→こちらを参考に)に鋼材を保持して、 炉の中でおおむね、1時間に30℃以下でゆっくりと冷却することで、鋼は最も柔らかい状態に軟化する … と覚えておいても、特に差し支えはありません。
鋼種に指定された温度を大きく(たとえば、50℃以上)超えると、結晶粒が成長して大きくなって、後工程の焼入れなどをする場合は、じん性低下の懸念があります。
また、反対に、加熱温度が低すぎると、その鋼種の最低硬さになりません。
冷却速度はおおむね30℃/時間程度以上に早くしないことが重要です。
早く冷却すると、焼なまし後の硬さが上がってきます。 逆に、冷却速度の遅いのは硬さ的には問題ありませんが、作業時間がかかってしまいます。
灰なまし
炉冷でも、冷却が早い場合には、「炉から取り出して、灰の中に入れて冷却する」と説明している場合もあります。 灰に入れると、冷却速度がゆっくりになるために行うものです。 これを「灰なまし」といいます。
実際の作業では、早めに炉出しして時間短縮をすることも …
焼なまし作業は時間のかかる作業です。
だから、実操業では、常温までゆっくり冷やすことはしないで、通常は時間短縮で、炉の温度が500℃程度になると炉から品物を出して放冷します。
ただし、Niの多い鋼種やMs点(→こちらを参考に)の低い高合金鋼などには、350℃程度以下まで炉冷しないと、十分に軟化しない鋼種もあります。
このような、硬さの低下させにくい鋼種は、再度、完全焼なましをすると、スケールが増えて、脱炭も進みますので、この場合は、700℃程度の低温焼戻しをすることで、加工できる程度に硬さを下げることができます。
焼なましは、時間のかかる作業
焼なまし作業は、長時間作業です。
たとえば、(800℃-500℃)を30℃/時で冷却すると、単純計算で約17Hr というように、非常に時間のかかる熱処理になり、さらに球状化させるなどの条件が加わると、もっと長時間の処理になります。
完全焼なまし作業は、加熱温度と冷却速度を守って、バーナーの直火を避け、脱炭に注意して、炉出し温度に注意しておれば問題ないですし、さらに、最終検査で硬さが低下していることを確認すれば、特に難しい熱処理ではありません。
しかし、問題は皆無ではないので、焼なましで起きる問題については、別に説明します。
球状化焼なまし
「球状化焼なまし」は、層状の炭化物を丸くして、完全焼なましよりも硬さが低い状態にする焼なましです。
合金量の多い高炭素鋼合金工具鋼では、特殊な処理をしないでも、完全焼なましで炭化物が球状化して、最も柔らかい状態になるので、この場合は、あえて「球状化焼なまし」と呼ばずに、完全焼なましと表記することがほとんどです。
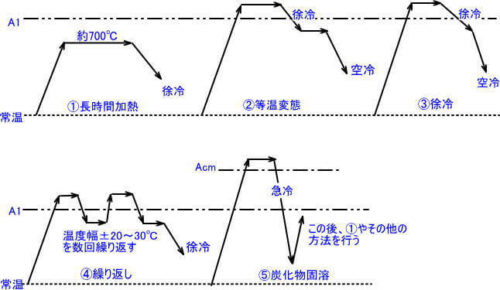
球状化焼なましの方法は、下のように、いろいろな方法があります。
その中には、変態点を超えないで行う方法もあります。
しかし、変態点を超えることで、結晶粒が微細化する効果もあるので、ここでは、変態点を超えて行う焼なまし方法として説明します。
①は低温焼なましです。
例えば、4%Ni鋼などの特殊な鋼は、変態点以上に温度を上げるよりも、この方法のほうが硬さが低下しやすいようです。
次の、変態点の上下温度で操作する②の「等温焼なまし」は、球状化する手段のひとつに入れていますが、次の③の方法とともに、通常の作業でおこなわれている、「完全焼なまし」の方法です。
ともかく、これらで軟化や球状化ができればラッキーと言えます。
しかし、低合金で0.5%C以下の鋼で、うまく球状化させるのは大変で、④⑤などの、特殊な方法もおこなわれています。
球状化についての程度や良否について取り上げられることが多い鋼種は SUJ(ベアリング鋼)です。
これは、球状化の割合(球状化率と呼ばれます)が高いほうが、焼入焼戻しをした製品が高品質になるとされために、球状化率を重視されることが多いようです。
もちろん、ベアリング鋼以外の鋼種でも球状化焼なましは行われます。
ただ、中炭素以下になると、球状化しにくい場合もあって、どんな方法でどんな冷却をするのかなどは、ノウハウもあるようですが、一般には、③④などが行われます。
共析鋼(C%≒0.8%程度)の「完全焼なまし」「球状化焼なまし」の組織の例です。
 焼きなまし
焼きなまし
 球状化焼きなまし
球状化焼きなまし
注意:この写真は、ほぼ同じ成分の共析鋼ですが、鋼種も倍率も異なっています。(左約2000倍、右は約1000倍)説明用に、METALS HANDBOOKから引用させていただきました。
写真のように、筋状になった炭化物(セメンタイト)が、分断された状態を「球状化」といいますが、球状化したほうが硬さが低くなります。
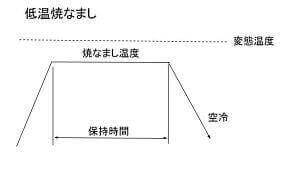
低温焼なまし
変態点を超えて加熱しない、つまり、変態点以下で行う焼なましには、「軟化焼なまし」や「応力除去焼なまし」があって、これらは総称して、低温焼なまし と呼ばれる場合もあります。
「軟化焼なまし」は、少し柔らかくすればいいという焼なまし法
この焼なましは、変態点の直下の温度に上げるのが効果的で、一般的には、700-750℃程度の温度にしておいて、その後に空冷します。
この方法は変態点を超えないので、焼なまし温度からの冷却は、水冷などで急冷してもいいのですが(これを「水なまし」といいます)、変形することもあるので、普通は時間短縮もあって、空冷します。 特に、炉冷などの遅い冷却はほとんどしません。
軟化焼なましは、硬さを下げるために行うものです。
焼戻し温度を上げていくと、次第に硬さが低下するというイメージで考えるといいのですが、焼入焼戻し品などの、熱処理によって硬さが高い状態になったものの硬さを、加工できる程度に下げるために行います。
このために、変態点直下までの、高い温度にあげるほうが軟化します。
もちろん、熱処理(焼入れ焼戻し)をしていないものについては、ほとんど効果がないのは言うまでもありません。
下は、700℃までの焼戻し硬さの例で、左はプロテリアル(旧:日立金属)さんのセミハイスYXR3で、右は構造用鋼で比較的焼入れ性の良いSNCM447です。
700℃という、変態点に近い温度に処理温度を上げると、SNCM447では300HB(≒32HRC)以下の、十分に機械加工できる硬さになります。
しかし、軟化抵抗の高いYXR3では、50HRC以上の硬さですから、これは、機械加工できそうな硬さではありません。
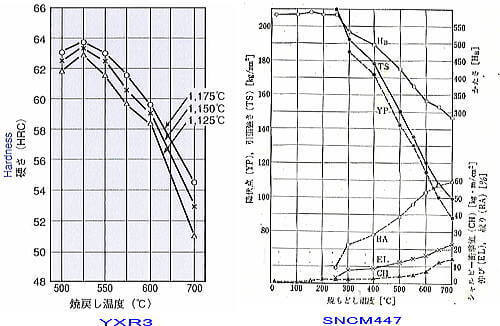
このように、鋼種によって、低温焼なましでは、機械加工できる目標硬さまで低下しない場合もあるので、このような鋼種に対して、普通に機械加工できる程度まで硬さを十分低下させたい場合は、完全焼なましをしないといけません。
YXR3の完全焼なましでの硬さは、カタログによれば、241HB以下ですから、これは、十分加工ができる硬さです。
水なまし
低温焼なましは、変態点を超えない加熱なので、たとえば、加熱後に水冷をしても硬化しないので、迅速に処理を終わらせることができることから、「水なまし」という呼び方もされることがあります。
また、0.5%C-4%Ni鋼のような特殊な鋼種では、完全焼なましで350℃程度で炉出しして放冷すると、Ms・Mf点が250℃程度と低いので、うまく硬さが落ちないものもあります。
このような特殊な鋼は、完全焼なまし後に低温焼なましをするか、低温焼なましだけを行います。
応力除去焼なまし
「応力除去焼なまし」は、外力による変形や機械加工時の加工硬化などで生じた内部応力の除去のために、組織や硬さ変化が少ない状態の温度に加熱して、応力などを少なくするために行います。
溶接や矯正の残留応力を除去するために行う場合は、温度が450~650℃の、できるだけ高い温度が効果があります。
焼入焼戻し品で、硬さを下げないために、焼戻し温度を超えない低温で行う場合もあります。
また、溶接品で、着色や変形を嫌うために300℃以下で行われる場合もあります。
温度が低い場合は、応力除去効果は低いのですが、時効変化(時間が経って、変形などが出ること)などには、少しの効果がある … として行われる場合もあります。
温度は、できるだけ処理温度が高いほど応力除去効果が高いのですが、温度を上げると、硬さが低下します。
そこで、応力除去焼なましをする場合は、それまでの熱処理の履歴(焼戻しした温度)を確認して、それによって焼なまし温度を決めるようにします。
焼入れ焼戻し時の硬さを維持したい場合は、焼戻し温度以下の加熱になります。
どの場合にも言えることですが、急激な温度変化は熱応力を発生させる可能性があるので、焼なまし完了後の冷却過程でも、熱応力などに配慮しなくてはいけませんし、重要なことは、応力除去焼なましをやったからと言って、偏応力などが完全に解消されるものでもありません。
しかし、機械の長尺の精密シャフトの調質品などでは、曲がり矯正の後に応力除去焼なましをすることで、旋盤加工中の加工時の変形を大きく低減できます。
オーステナイト系ステンレス鋼は低温焼なましは要注意
話はそれますが、SUS304などのオーステナイト系ステンレス鋼などは、「溶体化処理」(→こちらを参照)という処理を行うことで、ステンレスの特徴を保ち、最も柔らかい状態になります。
この操作は、焼入れのような急冷する操作で、これによってステンレスの特徴を保っています。
そのために、オーステナイト系のステンレス鋼などに、応力除去焼なましなどの低温焼なましをすると、軟らかくなりませんし、ステンレスの耐食性や耐酸化性の特徴が失われますので、注意が必要です。
市販されている鋼の状態
鋼材メーカーが製造販売している鋼の状態は、加工用の素材(素形材)であれば、150~180HB程度の硬さが最適で、120~250℃程度が加工加工しやすい硬さ範囲と言われています。
これより硬くても軟らかくても加工がしにくくなります。
下は、イメージを持っていただくための、参考硬さの例を示しています。
機械加工だけを考えると、必ずしも、軟化のための焼なましが必要ではありません。

このように、構造用鋼では、製品の出荷されたときの状態を確認するのは、JISなどでその硬さがわかりますし、工具鋼では、ほとんどが「焼なまし」状態で出荷されていますので、硬さの多少はあっても、特に加工しにくいことはない硬さ範囲の出荷硬さになっています。
しかし、最近は、粉末ハイスや粉末ダイス鋼では、出荷硬さが350HB程度の鋼種もあり、この硬さは、非常に機械加工が困難です。これは、どうしようもありません。
次のページにも、関連記事があります。