焼入れして硬化するための鋼の成分には「炭素量」が重要です。
鋼と炭素の関係は→こちら の平衡状態図の記事も合わせて参照ください。
炭素%と焼入れ硬さの関係
下図のように、鋼中の炭素量の増加に伴って、焼入れした時の硬さが上昇していきます。
このために、鋼に含まれる「炭素量」は非常に重要で鋼の性質を決める最も重要な元素です。
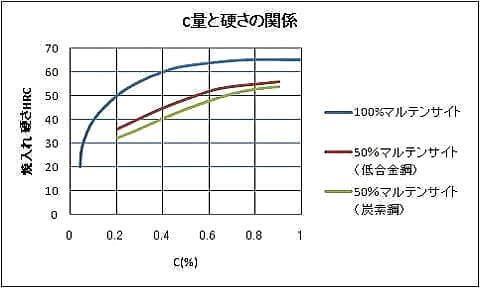
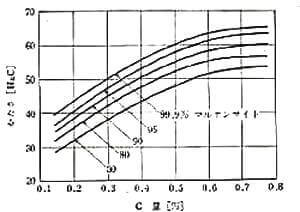
この2つの図はよく似たものですが、これらから読み取る内容は、ここでは、「炭素量が増すほど焼入れで高い硬さが得られるが、0.6%以上では変わらない」「焼入時のマルテンサイト量が少なくなると、硬さが低下する」というところが重要です。(以下の【注意】を参照)
この図の縦軸は「焼入れ硬さHRC」はロックウェル硬さ計を使って焼入れ後に測定した硬さが示されています。
ロックウェル硬さ計は、硬い鋼の硬さ測定に多く用いられるもので、これは、ダイヤモンド圧子を鋼に押し付けて、入り込む量によって硬さを決めるものですが、このロックウェル硬さ計は熱処理作業ではよく使われている「標準的な硬さ計」と言っていい硬さ計です。
ロックウェル硬さで言えば、工具に必要な「硬さ」は、58HRC程度以上の硬さであれば包丁などの「刃物」として使用できる硬さで、カミソリの刃先が63HRC程度の「鋼の最高硬さ」の部類になります。
それに対して、鉄グギなど0.1%以下の炭素量の鋼の硬さは0HRC以下と、最も柔らかい鋼の状態 … というロックウェル硬さ例の数値です。
熱処理をして使用する鋼の割合はごく少ない
「鉄グギ」は低炭素鋼でできているので、焼入れしてもほとんど、硬くすることはできません。
「鉄くぎ」などのように、熱処理しない鋼種はたくさんあります。
建設用の材料など、熱処理をしない鋼の需要は、熱処理して用いるものに比べてはるかに多く、下のように、毎年生産される鋼材の8割は熱処理をしないで使用される「普通鋼」です。
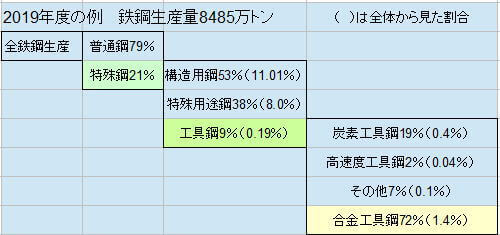
逆に、特殊鋼のほとんどは熱処理をして使用するものです。
これらには、すでに出荷前の段階で、メーカーで熱処理をされているものもありますし、成形加工(機械加工など)を行ってから熱処理するものなど、その熱処理をするタイミングや工程は多様です。
炭素量で最高硬さを推定することができる
上の炭素量と硬さの図は、「素地の炭素量がわかれば、最高硬さが推定できる」ので、炭素鋼だけではなく工具鋼などでも、非常に役に立つ便利なものです。
例えば、SCM435の炭素量は約0.35%ですので、焼入れした最高硬さは58HRC程度にすることできます。
また、冷間工具鋼のSKD11の炭素量は1.5%ですが、硬い炭化物を除いた炭素量(これを素地またはマトリクスの炭素量といいます)は0.5%程度ですので、図からは、SKD11の最高硬さは62HRC程度と推測できます。
実際には、硬さだけではなく、焼きの入る深さやじん性面に配慮する必要があるので、炭素量だけで考えるのは問題がありますが、最高硬さを推定できる上の表は結構便利です。
焼入れをした場合に、どのようになるか … については、次のことをイメージしておくとわかりやすいでしょう。
1)焼入れすると、組織がマルテンサイトという状態に変化して硬くなる。
2)炭素量で焼入れ硬さがの上限が決まる。
3)0.6%Cの炭素量で最高硬さは高止まりする。(炭化物があれば耐摩耗性は高まる)
【注意】これらの焼入れ硬さのグラフは、非常に有用で、いろんな所で紹介されており、他にもよく似た図もあって、熱処理硬さを判断する説明に使うことも多いのですが、残念ながら、試験条件などの詳細な内容が調べてもよくわかリません。この図の見方として、C量とともに硬さが上昇すること、マルテンサイト量が減れば硬さが低下し、合金鋼になればその硬さ低下度合いが小さくなる … という、上にあげた3項目をイメージしておく程度でいいと思います。
マルテンサイト・・・って何のこと?
鋼は、鉄と炭素の合金で、おおむね、0.1%以上の炭素を含有する鋼は焼入れすることにより硬化します。(それ以下の炭素量では、焼入れしてもほとんど硬くなりません)
これは、急冷することによって、非常に硬いマルテンサイトという組織が生成して硬くなるためです。(→マルテンサイト等の組織例を参考に)
一般的な熱処理解説書には、「焼入れとは、鋼を変態点以上に加熱してオーステナイト組織 (面心立方格子)の状態から急冷されることによってマルテンサイト組織 (体心正方格子)に変化させることで硬化する … 」と説明されます。
焼入れ冷却中は、このマルテンサイトが生成する温度まで急速に冷却することが重要で、他の、柔らかい組織を出さないように早く冷やすことが求められます。
速い冷却が必要な鋼種には、焼入れ時の冷却方法は「水冷」と指定されています。
焼入れ性がいい鋼種では、「油冷」「空冷」というような、比較的遅い冷却の場合でもマルテンサイトが生成して硬化します。
焼入れした時に冷却速度が遅くてマルテンサイトが生成しない場合は、パーライト、ソルバイトなどの、マルテンサイトと違った組織に変化しているということになります。
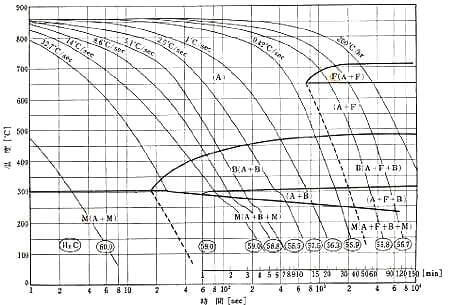
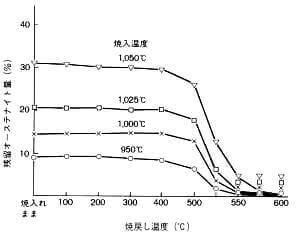
この図はSNCM435のCCT曲線です。(CCT曲線については、こちらでも説明しています)
丸がこみの数字はロックウェル硬さです。 冷却速度が遅くなると、硬さが低下しているのがわかります。
また、英字は組織を表しており、Mがマルテンサイトで、冷却が遅くなってその他の組織(A:オーステナイト、B:ベイナイト、F:フェライトなど)が焼入れ中に析出すると、硬さが低下してくるということが示されています。
常温では鋼は体心立方構造ですが、およそ800℃以上という高温の焼入れ温度では、面心立方結晶構造に変化しています。(→こちらを参照)
その焼入れ温度での組織は、オーステナイトと呼ばれる状態になっています。
オーステナイトになる状態に加熱することを「オーステナイト化する」といいます。
オーステナイトは「γ(ガンマ)」と表記される場合があります。
これは、純鉄(炭素量が0.01%以下の鋼)が面心立方構造になる温度の状態を「γ鉄」と呼んでいることから、このように表記されます。
鋼の炭素量が0.1%を超えてくると、急冷によって、組織の一部が体心正方格子の結晶構造のマルテンサイトに変わって硬くなります。
この、鋼を硬化させる操作が 焼入れ です。
冷却速度が遅いと、体心正方構造ではなく、体心立方構造になって、マルテンサイトのような硬い硬さにはなりません。
炭素量が約0.8%程度の共析鋼では、全組織がマルテンサイトに変わります。
それ以下の炭素量のは亜共析鋼(例えば0.4%炭素鋼など)といいますが、炭素量が0.8%以下では、組織の全部がマルテンサイトにはなりません。(→こちらの組織を参考に)
また、炭素量が0.1%以下のオーステナイト系ステンレス鋼は、オーステナイト化した状態から急冷すると、常温でも安定なオーステナイト状態になります。
これは「焼入れ」と同じ操作ですが、「焼入れ」とはよばずに、「固溶化処理」や「溶体化処理」とよび、常温で安定なオーステナイト状態にする処理です。
もちろんオーステナイト系ステンレス鋼急冷しても固くならずに、むしろ柔らかくなリます。
このマルテンサイトは、焼入れることによって硬くなっている組織を見つけたドイツ人のマルテンスさんにちなんで「マルテンサイト」と名付けられたもののようです。
マルテンサイトは、熱処理では、2つに分けて説明されており、焼入れしたままの、観察用の腐食液で腐食しにくい状態のものを「αマルテンサイト」、少し(180℃程度に)温度を上げると、少し組織変化をして腐食しやすくなるのですが、それを 「βマルテンサイト(焼戻しマルテンサイト)」と区別されています。
過去に私が聞いた説明では、『オーステナイト化したときの結晶構造は面心立方晶で、それを焼入れすると αマルテンサイトの体心正方晶になっていて、もう一つのβマルテンサイトは体心立方晶になっていることなどからそれの違いを区別される。また、ε炭化物が析出して構造が変化する』… という説明でした。
でも、これらの内容も、電子顕微鏡レベルでは良くわかっていないところもあって、新しい書籍などでは見ることもなくなってきています。
だた、焼入れしたままの鋼と180℃程度で焼戻しした鋼では、組織観察時の腐食のされ方が違っていて、明らかに後者のほうが早ク腐食されるので、何らかの変化があるのでしょう。