工具鋼の鋼種の選定や熱処理の方法は、メーカーのカタログなどを参考にするのが一番確実で便利です。
ただ、各メーカーのカタログなどには、自社商品のいいところだけしか書いていませんので、同様の他社製品との比較などはできません。
ここでは、知っておくと良い点や、メーカーのカタログを見るまでに知っておいたほうがいいことなどの基本的ことがらを紹介します。
カタログや技術資料でメーカーごとの特徴や熱処理を知る
メーカーのカタログは、鋼種ごとの単品カタログと、材料を選ぶための総合カタログなどが準備されており、それらには、 ①鋼種の特徴と対象とする工具の種類や用途 ②必要な硬さが得られるかどうか ③販売されている寸法や在庫 ④関係する熱処理の資料 ⑤その他の技術資料 などが掲載されています。
それで鋼種の選択ができるようになっています。
もちろん、単品カタログや技術資料には、熱処理に関する内容なども記載されていますし、機械的性質や特徴を示すグラフなども掲載されているのですが、メーカーのカタログなどの情報は、「都合の良いところ」しか書いていないことを頭に入れておいてください。
ここに示されていない、メーカー差(技術力や品質の違い)や隠された特性は、メーカーが出しているその他の鋼種のカタログや技術資料などで、知識を積み重ねることや、他社の同様な鋼種との比較をじっくりとしていかないと見えてきません。
主要鋼種であれば、近年はWEBにも公開されていますので、それを利用するか、メーカーに問い合わせて取り寄せることもできます。
ここでは、技術資料をみるための予備知識などを説明していきます。
JIS規格だけ見ても、その鋼種の良さがわからない
各社の鋼種はJIS鋼種の相当品であれば、JIS品質以上の製品になっているということですが、言い換えれば「メーカー差」があるのです。
それは、長く鋼材に関わっていないとわからない範疇です。
例えば、同一のJIS相当鋼種でも、最高硬さの違いや、変寸(熱処理変形)のメーカーなりの傾向、実際に流通している鋼材サイズや入手のやりやすさなどの違いや特色があり、それらは、カタログや技術資料の数字をみてもわかりにくいものです。
メーカーでは、小さな試験片によるデータを公開しているのですが、実際の品物を熱処理すると、データー通りにならないのですが、そのような違いは出てきて当然ですが、ここで、基本的なポイントは抑えておくと、いろいろな面で役立ちます。
例えば、熱処理による寸法変化(これを、変寸といいます)のデータがあっても、製造された鋼塊サイズや鍛錬費や材料どりの方向などで、0.1%程度の誤差は常時出てきます。
0.1%といえば、1mのものでは、焼入れした時に1mmの変化があるということで、それが3次元的になれば、大変なものです。
ただ、絶対値は別にして、変寸の傾向や焼戻し温度による推移傾向は、資料からわかりますので、カタログや技術資料のデータは非常に貴重で役に立ちます。
このように、基本的なカタログにある内容を知っているだけでも、予期しないトラブルなどを軽減できるでしょう。
近年の鋼材の品質は非常に良くなっています。
私の感覚では、昭和年代は、鋼材品質の問題にしばしば直面していましたが、2000年以降は、非常に工具鋼の品質が向上したという記憶があります。
特に、全般的に清浄度や均質性が上がったという感じが強く、そのことで、焼割れや使用中の早期破損が激減したので、近年の鋼材品質は、かなり安定して高いといっていいのですが、この変寸問題だけはお手上げ状態です。(→こちらに参考記事)
工具鋼では炭素量は最重要なポイント
工具に必要な硬さを得るためには、相当量の炭素量があることが必要です。
冷間で使用する工具鋼は、1%C程度以上の鋼種が多く、高い硬さにして「強く」するとともに、高炭素にすることで炭化物を生じさせて耐摩耗性向上をはかっているのですが、焼入れすると残留オーステナイトが多くなって、焼入れ硬さを下げてしまうなどの問題が出てきます。
さらに、耐摩耗性に高くすれば、じん性が下がる傾向になります。
だから、冷間用の鋼種を考える場合は、必要な硬さを決めて、その硬さにおいてじん性の高い鋼種を選ぶことが優れた鋼種を選ぶのポイントになります。
ここで、このような材料選択の1つの考え方として、プロテリアル(旧:日立金属)(株)さんの考え方を少し紹介します。(理解できなくても、特に問題ありません:プロテリアル(旧:日立金属)の技術資料No.288より)
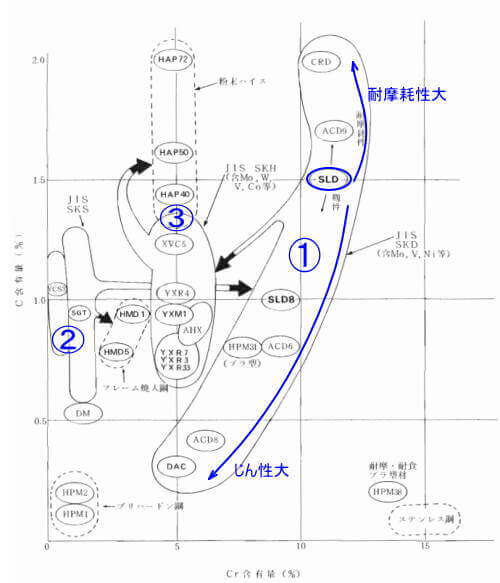
ダイス鋼系
ここのある①はダイス鋼系の鋼種です。
この図のように、最初はSKD11(SLD)が基本になります。 そして、さらに耐摩耗性が必要なら、2C-14Cr系のSKD1(CRD)を選び、反対に、じん性が必要なら、1C-8Cr系のSLD8 → 0.4C-5Cr系のSKD61(DAC)のように、 C・Cr%量 の違う鋼種で対応することを推奨しています。
もちろん、耐摩耗性を上げれば、じん性が下がります。 といって、じん性の高い材料になると硬さも出ませんし、耐摩耗性自体も下がるのは仕方がありません。
そこで、ダイス鋼系で不満足なようなら、③のハイス系を考えましょう … という考え方が示されています。
ハイス系
ハイス系では、SKH9(YXM1)を基本にして、耐摩耗性重視なら粉末ハイス系、じん性重視ならマトリックスハイス系を推奨していることがこの図が表しています。
別ルートの②を見てみると、現時点で炭素工具鋼・合金工具鋼系を使っていて、もっと寿命を伸ばしたいなら、ダイス鋼系を検討しましょう・・・・ という考え方が示されています。
そんな簡単ではないのいですが …
ただ、私の感覚では、そんなに簡単に、材料を変えるだけでうまくいかないと思います。
まず、現状の鋼種と硬さで問題があるようなら、熱処理条件や硬さを変えてみて、そしてそれでもうまくいかないのなら、このように材料を変えることを考えることでいいように思います。
材料を考える場合の基本は、「硬さ、耐摩耗性、じん性」という捉え方で鋼種や熱処理を評価するのが、比較的一般的です。
耐摩耗性を高めたいのであれば「硬さを増す」のですが、そうすると欠損したり折れやすくなります。
だから、工具にかかる負荷なども考えて、その硬さを基準にして、例えば、大きな力を受けると破損する工具では、先ず硬さを下げてみて、それでだめなら、炭素量の低い鋼種を用いて、さらに硬さを調整していくという、時間のかかる方法になるのはしかたありません。
これらは、実際に工具を作って、それを使用してから検討するとわかりやすいのですが、頭で考えようとすると難しいものです。
熱処理したときの最高硬さは、構造用鋼などの場合と同様に、合金鋼や工具鋼であっても、素地(マトリックス)の炭素量で最高硬さが決まります。
例えば、マトリックスで0.5%Cの炭素量であれば、60HRCの硬さが出ます。
この、マトリックスの成分量が示された工具鋼の鋼種は少ないので、逆に、カタログなどにある「焼入れしたときの最高硬さ」から、素地の炭素量が推測できる感じもしますが、炭化物が硬さ値に影響するので、炭化物を含む組織の鋼種の炭素成分値だけを見ても、素地の炭素量は予測できません。
実例から炭素量をイメージしましょう
ここでは、冷間工具鋼の基本鋼種で、比較的たくさん使われている、冷間工具鋼のSKD11(プロテリアル(旧:日立金属)のSLDのデータ)やSKD61(DAC)について紹介します。
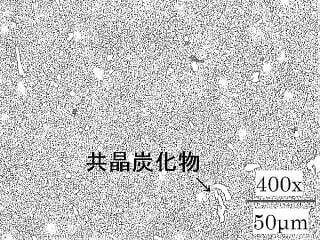
これはSKD11相当品(プロテリアル(旧:日立金属)のSLD)の組織写真の例です。
組織中に白い炭化物があり、それが耐摩耗性を向上させています。
この鋼種は、総炭素量は約1.5%ですが、大きな共晶炭化物に炭素成分がとられているので、素地(マトリクス)部分の炭素量は0.5%弱程度になっていることがわかっています。
つまり、SKD61に近い素地の成分なので、高炭素であっても、じん性の高い鋼種なので、半世紀以上も、ダイス鋼の主要鋼種になっているのは、その理由だと言えます。
そこで、炭素量と硬さの関係(→こちらを参考に)で、 0.5%Cであれば、最高硬さは62HRC程度の素地の硬さが得られるだろうと推定できます。
そのSKD61(プロテリアル(旧:日立金属)ではDAC)は熱間工具鋼に分類されているのですが、冷間での強靭鋼としても使われています。
金属組織をみても、共晶炭化物が組織中に見えない鋼種なので、素地(マトリックス)の炭素量は成分値に書かれた0.35%程度のようですから、こうなると、どうあがいても、58HRC以上の硬さは出ないだろう … ということなどが炭素量で推定できます。
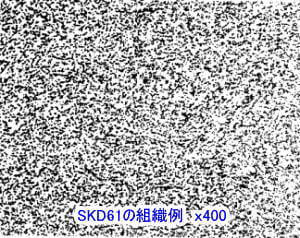
実際に50mm角程度の品物を焼入れすれば、SLDは64HRC、DACは58HRC 程度の最高硬さになります。
しばしば、焼入れ性を高める合金元素を多く含む工具鋼の場合は、残留オーステナイトの影響のために、しばしば、この値にならない場合もありますが、成分から焼入硬さの推定ができることは便利なので、知っておいて損はないでしょう。
もちろん、実際の熱処理になると、特に工具鋼の焼入れでは、割れや変形を抑えるために、焼入れして常温になるまで、充分に品物を冷やすことはありませんので、充分な焼入れ硬さが得られない場合も出てきます。
このような、試験と実際の熱処理作業との違いから、カタログなどに書かれたような最高硬さが出ない場合もあります。
また、品物が大きくなると、焼戻し温度と硬さの関係も、カタログのデータとは違ってくる場合もあります。
一般的には、最高硬さを求めるという場合は少ないので、焼戻しやその他の熱処理を調整することで、それらの多くは問題になることはありません。
このようなことは一般書籍には書いていない内容です。
もちろん、ここでは、これらの個別については深掘りしませんが、これらの特殊な事例があることを知っているだけでも、いろんなことに対応できるでしょう。
市販鋼種の標準熱処理温度などについて
市販の鋼種には、JISに対応した鋼種(またはその相当鋼種)と、JISには規定されていない成分系のメーカー独自の鋼種があります。
JIS規格にある鋼種であれば、JIS規格中に必要事項が記載されているのですが、JISでは、鋼材品質の最低基準値を決めてあるだけなので、メーカーの品質はJIS規格以上になっていると言うだけで、あまり熱処理や材料を決める上では役に立ちません。
熱処理に必要な項目や熱処理硬さと機械的性質などの技術的な数値はJIS規格には書かれていないので、これらは、メーカーの技術資料やカタログの図表を参照します。
つぎに、JISに規定されていない、市販されているメーカー独自の鋼種についても各種の技術資料が公表されていますので、熱処理についても、それを用いて熱処理することになります。
このHPでは、主に、鋼材メーカーのプロテリアル(旧:日立金属)(株)さんのカタログ例で説明していますが、これらの鋼種にはJISの相当品もありますが、プロテリアル(旧:日立金属)さんの独自鋼種と考えるのがいいでしょう。

上記はプロテリアル(旧:日立金属)さんのカタログH-MT3から引用しています。
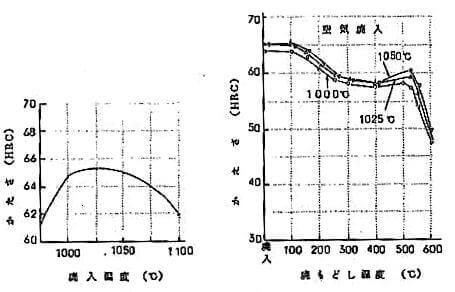
標準的な鋼種のSLD(JISのSKD11相当)について見ますと、最初の表が標準熱処理条件を、次の表は、焼戻し温度と硬さの関係が示されています。
これらを「標準熱処理条件」という場合があります。
これは、一般的に無難な熱処理条件ということで、上の表にあるように、小さな試験片で1010~1050℃で空冷して160℃の焼戻しをすれば、58HRC以上の硬さが出ます … ということが示されています。
つまり、注意する点は、この熱処理をするのが『標準』ではなく、「ここに書かれた熱処理をすると、このような硬さなどになります … 」ということが書かれているだけです。
つまり、工具鋼は、硬さを調節して工具などに使用しますので、通常は、「焼き戻し温度と硬さの関係」の図を利用して、焼戻し温度を決めて熱処理することになります。
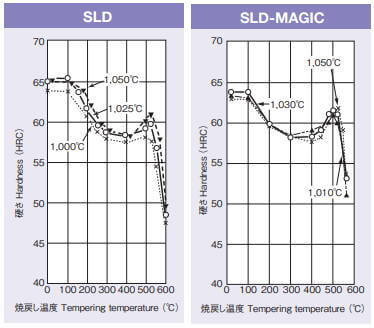
下の図は、同社の技術資料(No.288)から引用したものです。
ここには、焼入れ温度と硬さの関係や焼戻し温度と機械的性質の関係、硬さと機械的性質などで、工具などに使用した場合の特性などの、多くの情報が得られるようになっています。
これらの資料を用いて、工具等の仕様を決めたり、特性を改善することに利用できます。
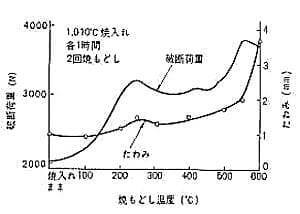
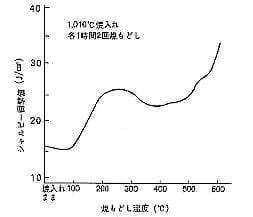
メーカーでは、熱処理に関するもの以外に、上のような「熱処理と機械的性質」など、各種の技術資料を提供しています。
どの鋼種を使うといいのかを考える場合は …
近年、工具に使用される鋼種は、高合金の高級鋼になる傾向が強いようです。
しかし、木工工具の「のみ、カンナ」などには、今日でも、「切れ味がいい」という理由から、比較的、低合金鋼の焼入れ性の低い鋼が好まれて使用されています。
このような鋼種には、水焼入れをしなければならない「焼入れ性の低い鋼種」もあって、これらを、均一な硬さにするのは、日本刀の焼入れにみられるように、手作業で熱処理するのが適しています。
しかし、一般の熱処理業者では、そのような手作業で行わないといけない鋼種の熱処理を取り扱っていないところも増えています。
極端な場合は、熱処理を業者に依頼できない場合もあることに注意をする必要があります。
多くの一般熱処理業者では、機械化・自動化・標準化が進んできていますので、手作業の焼入れは行っていないところも多くなっています。
だから、焼入れ性の良くない鋼種の、切れ味や加工性の良さは、自分で熱処理するか、それができない場合は、熱処理を請け負ってもらえるところを探しておいて鋼種を選ぶ必要があります。
また、カタログを見ていると、高価な材料を使うほうが「均一な硬さ」に仕上がり、「高性能な製品」ができる … というイメージを持ってしまいがちですが、 けっして、硬さの出にくい鋼種や低合金鋼が劣っているということではありません。
焼入れ性が良くなくても品質のいい鋼種は多い
カスタムナイフなどの小さくて厚さの薄い品物は、特に「焼入れ性の良否」を気にしなければならないということはありませんが、近年では、これらに対しても、高合金で焼入れ性の高い高級鋼が使用される傾向があります。
元来、日本刀などのように、水焼入れをしなければならない「焼入れ性の低い鋼種」は、均一な硬さを出すのは困難なうえに曲がりが出やすく、さらに、手作業になるので、 一般の熱処理屋さんでは、注文を受けてもらうことができない場合もあります。
だから、焼入れが簡単な「高級鋼」に変わってきているのかもしれません。
近年では、標準化した画一的な熱処理をすることや自動化が好まれるので、熱処理の解説でも、このような手作業の熱処理を紹介することも少なくなってきています。
水で冷却すると言うのは大変奥深いもので、撹拌したり、噴霧したり、 食塩を入れたりして冷却性能を高めて焼きが入りやすくなる … などの説明は、書籍をみても、ほとんど紹介されなくなってきています。
しかし、Crが12%程度入ったSKD11などは、φ100程度の太いものであっても、空冷による焼入れで、中心まで同等の硬さになりますが、もっと太いものの内部の硬さを表面硬さと同等にしたい場合には、このように空冷で硬さの入る鋼種でであっても、油焼入れしたり、水冷と油冷を併用したり、油冷と熱浴を併用する … などの特殊な冷却方法によって、いろいろな状況に対処できるのですから、このような、本に書かれていないことを知っていれば、何らかの熱処理の問題に対処することができます。
もしも、そのようなことを知らなければ「できません」で終わってしまいます。
このような特殊と言える作業は、どこの熱処理屋さんでもできるものではありませんし、書籍などには書かれていないのですが、昭和年代の熱処理屋さんでは、通常作業でした。
現状では、それらをこなせる熟練作業者は少なくなっています。
そして近年は、不具合を嫌って、チャレンジをしない(させない)ことが多くなっているのが残念です。
とにもかくにも、高価な材料を使えば、「均一な硬さ」に仕上がり、「高性能な製品」ができる … と考える方も多いのですが、重ねて言いますが、硬さの出にくい鋼種が劣っているということではありません。
カスタムナイフなどで、一味違ったものを作ろうと考えている方や、加工のやりやすさや切れ味、熱処理の仕方などを知って、安価で扱いやすい鋼種を使えるようになるのもいいのではないでしょうか。

