標準組織を学ぶことが初めの第一歩
しばしば紹介される顕微鏡組織の多くは「標準組織」と言われるものが多く、組織を観察しようとすると、まず標準的な熱処理組織を理解することから始めるのが一般的です。
熱処理技能士になるための試験では、標準組織写真で熱処理条件や組織の状態を答える内容もあるのですが、それは、顕微鏡組織用に調製した材料に、所定の熱処理をしてたものですので、いわば、特殊な条件で熱処理したものです。
実際の品物の熱処理組織を見て、その熱処理がどのような状態であったのかを判定しようとすると、少し大変です。
これが解るようになるには、標準組織写真だけではなく、できるだけいろいろな組織を見て、自分の眼を養っていく必要があります。
参考になる入手しやすい書籍は少ないのですが、日本熱処理技術協会編集の「熱処理ガイドブック・基礎編」が、その他の勉強を含めても利用できるので、購入しておいても無駄にはならないでしょう。これは、市中の書店でも比較的入手しやすいです。
ただ、注意しなくてはいけないのですが、市販の鉄鋼製品を熱処理して、標準的な組織にしようとすることも難しいことです。
通常の品物では、大きさ(質量)があるために、熱処理した品物の表面と中心では、組織が完全に異なっています。
さらに、観察する面(検鏡面)の試料採取位置や圧延方向の違い、腐食の方法などで、まったく別の組織に見えてしまいます。
だから、標準組織と言っても、それと同じ組織になる方が稀なのですが、しかし、この標準的な組織を理解していないと、通常の品物の組織を判定することはできません。
山本科学工具研究社さんから、組織標準片というセットが発売されています。
揃えるのは結構高額で、それも小さな試料を熱処理した一つの組織例ですから、写真を見て組織を言い当てるような勉強の必要がなければ、いろいろな書籍やWEBの写真で、材質、成分、熱処理方法と合わせて「見慣れる」ようにしていくようにするのがいいでしょう。
そうは言っても、標準的な組織とそうでない場合の組織写真を詳しく説明している書籍は、意外と少ないようです。
私が愛読していた鉄鋼の写真集も廃刊していますので、紹介できる適当な書籍がなくて、勉強しにくくなっているのは残念です。
標準組織の例
以下に代表的な組織写真の例を示します。
ただし、ここでは、熱処理条件等の詳しい記述もしていませんし、倍率も約350~450倍程度ですが、正確ではないので、イメージ程度にみておいてください。
「標準組織」といっても、これは1例に過ぎません。このようなものが組織観察であるということをイメージしていただくためのものです。
以下に、何点かの組織の見かたについてポイントなどを解説して紹介します。
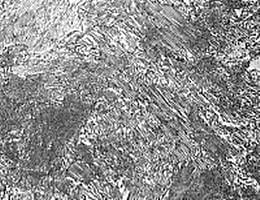
マルテンサイト組織
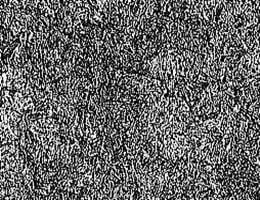
共析鋼を水焼入れしたままの状態では、マルテンサイトと呼ばれる、非常に硬さが高い状態の組織です。
この顕微鏡組織を見るためには、鉄処理した鋼を研磨して、さらに鏡面状態にした鋼の表面を、酸(この場合は、ナイタールと呼ばれる硝酸アルコール溶液)などで腐食します。
この焼入れ状態の組織は、腐食がされにくい組織です。
これを180℃前後の低温の焼き戻しすると、焼戻しマルテンサイトという、組織的には見た目にはほとんど変わりない組織で、やや腐食されやすい状態になります。
焼入れ温度と冷却が適当であればこのような均一組織となり、5mm程度以下の厚さの0.8%C鋼を水焼入れすると、64HRC程度以上の硬さが得られます。
マルテンサイトは細かく、針状で、かなり冷却が速くなければ、この写真のような均一の組織は得られません。
つまり、10mm厚さ以上の品物では、このような組織にするのは難しいでしょう。
また、腐食液のナイタールは、硝酸濃度が3%程度の薄めのものをつかって、長めの時間で腐食すればこのような組織になります。
もちろん、腐食液の濃度や腐食する時間・温度によっても組織の見え方は変わります。
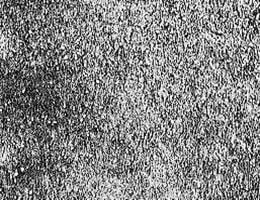
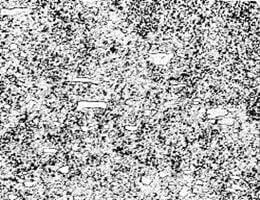
マルテンサイトと残留オーステナイト

1.1%Cの炭素工具鋼(過共析鋼)を通常の焼入れ温度(800℃)よりかなり高い温度(1030℃)から水焼入れした組織です。
ナイタールで腐食をすると、 加熱温度が高いこの組織は、粗い感じのもので、未変態の残留オーステナイト(白い部分)が多く見られます。
残留オーステナイトは腐食しにくい組織です。
この写真からは、結晶粒が粗大化しているかどうかは、倍率不詳のために判定はできませんが、上の完全マルテンサイト組織と比較すると、かなり、結晶粒が粗大化しているようです。
硬さは、正常な組織のものに比べて低下しいるはずですので、それで「残留オーステナイトが多くなっている」という判定をすることもできます。
これを焼戻し(200-400℃など)をすれば、オーステナイトの一部がマルテンサイトになる場合や焼戻し温度によって組織は変化していきます。
しかしいったん粗くなった組織は、あとの熱処理では改善されません。(鍛造し直すなどの方法が必要になります)
高すぎる温度で焼入れすると、変形や硬さムラの原因となり、最高硬さも低下します。
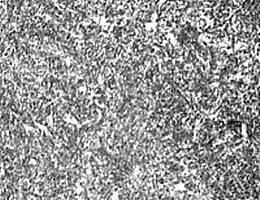
マルテンサイトと球状セメンタイト
上記と同様の1.1%鋼を適正焼入れ温度で水焼入れした組織です。
C量が飽和している「過共析鋼」のために、未溶解の炭素は白い粒となって見える炭化物 (セメンタイト:Fe3C)となって残っています。
この試験片の硬さは、焼入れしたままでは65HRC以上ですが、本来、炭素鋼は焼入れ性が低いので、厚さが10mm程度以上の品物になると、冷却が遅くなって、内部は不完全焼入れとなり、マルテンサイト以外のトルースタイトなどの組織がでて、このような組織にはなりません。
少し品物が大きくなると、硬さも低下しますし、結晶粒界に炭化物が見えるなどの、このような組織とは変わってきます。
少しの熱処理変化で組織の見え方も変化するのですが、ここでは、過共析鋼では、炭化物が析出する … というところを見ておいてください。
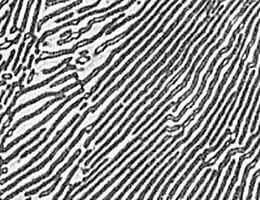
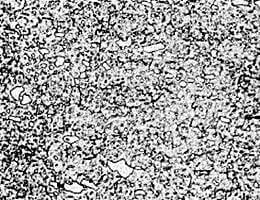
パーライト
炭素鋼を、指定された水冷などではなく、油冷など、ゆっくりとした冷却になると、マルテンサイトではなく、トルースタイト、ソルバイト、パーライト などと呼ばれる層状組織になります。
また、これらの組織は、完全に焼入れされたマルテンサイト組織を焼戻しで温度を高めていくことでも、層状組織になります。
そのために、焼戻しの熱処理説明においては 「焼入れ状態から焼き戻し温度を上げていくと、 ☓☓☓ に示すソルバイトなどの組織に変化していく」 と言うような説明をされます。
焼入れ時の冷却速度が遅くなった場合には、マルテンサイト量が減るにつれて、 パーライトの層状が細かい「トルースタイト」と呼ばれる組織や、その層状が少し荒くなった「ソルバイト」と呼ばれる組織になります。
これらの組織は固溶体での変化ですので、層状になったセメンタイトという炭化物とフェライトと呼ばれる純鉄に近い組織が順に層状になって現れます。
しかし、組織の違いはその層間距離が変わっているだけです。 でも、見た目には全く違いますし、硬さの違いもあるのですが、トルースタイト、ソルバイト、パーライトの区別は曖昧で、きっちりしたものではありません。
SK85(共析鋼に近い鋼種)の鋼材は、購入した状態(焼入れをする前)では、通常、焼なましされた状態になっており、軟らかくて、機械加工がやりやすい状態になっています。
この時の組織は、パーライトと呼ばれ、ソルバイトやトルースタイトよりも、さらに荒い層状組織になっています。
この組織を拡大してみると、柔らかい部分はフェライト、硬い炭化物部分をセメンタイトと呼ばれる組織になっているのを観察できます。
以下のようなイメージで、トルースタイトやソルバイトは通常の顕微鏡観察では、層状組織は見えませんが、パーライトになると、そればわかります。
 トルースタイト
トルースタイト
 ソルバイト
ソルバイト
 パーライト
パーライト
 パーライト(拡大)
パーライト(拡大)
上記は、共析鋼の場合ですが、例えば、共析鋼より炭素量が低い S45C などの鋼(亜共析鋼)では、オーステナイト状態(約800℃程度)からの焼入れをすると、 成分量に応じて、フェライトの結晶と共析成分の結晶が析出します。
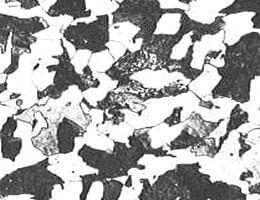 S45C焼ならし組織
S45C焼ならし組織
写真は S45C の空冷組織で、白い部分がフェライトで、共析成分の部分はフェライトとセメンタイトの層状組織が見えています。
これが、空冷ではなく、 水焼入れをすると、その共析部分だけがマルテンサイト変態することになります。(白いフェライト部分は変化せずに残ります)
この組織の状態では、ミクロ的な硬さの違いがある状態になっていますので、マイクロビッカース硬さ計などで微小部分の硬さを測ると、白い部分(フェライト)は黒い部分よりも低い硬さになっています。
このフェライトは、初析のフェライトといい、硬さ的には柔らかい組織ですが、言い換えれば、色の濃い残りの部分の組織の違いで、硬さ(ロックウェル硬さ計などで測った硬さ)が変わることになります。
つまり、マイクロビッカース硬さ計で、各部の硬さを測定すれば、歴然とした硬さの差がわかりますが、ブリネルやロックウェル硬さでは、平均的な硬さとして測定されることになります。
この組織では、白っぽい部分や黒っぽい塊の部分がオーステナイトであった時の名残を示す結晶粒が見えています。
工具鋼の組織の例:SKD11
工具鋼の多くは、含まれる合金元素の種類や量によって、バラエティーに富んだ組織が観察されます。
ここでは、SKD11(プロテリアル(旧:日立金属)さんのSLD)の例を紹介します。
SLDは、炭素量が1.5%ですので、素地(マトリックス)に溶け込まない炭素は炭化物となって、組織中に点在しているのが見えます。
これは、「共晶炭化物」と呼ばれるもので、製鋼の際に析出したもので、焼入れ温度程度の温度では鋼中に溶け込むこともない、非常に硬いものです。
この硬い炭化物が耐摩耗性を発揮するのですが、工具の寿命は、硬さ(耐摩耗性)はもちろん、じん性などのネバさが重要ですので、それを確保するためには、焼戻し硬さとともに、焼入れ状態の温度の管理が重要です。
焼入れ・焼戻し状態が適正であったかどうかを組織によって判定することができます。
①低温焼入れ:焼入れ温度が低い組織
SLD(プロテリアル(旧:日立金属)さんのカタログから)
SLDの適正焼入れ温度は980-1050℃とされていますが、これは900℃の焼入れ組織です。
極端に低い温度や温度保持が不十分であれば、炭化物(大きな白い塊=共晶炭化物ではなく、共析炭化物と呼ばれるもの)が十分に溶け込まないことで、焼入れ時の硬さが低くなります。
また、炭化物量も適正温度での焼入れよりも多いために、 素地(マトリックス)強度が低く(つまり、焼入れ硬さが低く)なります。
②適正温度での焼入れ組織
SLD(日立金属カタログから)
上の写真と比べて、共析炭化物が溶け込んだ状態で、これが標準的な組織とされます。
標準的な組織になる温度範囲であっても、一般的には、適正温度範囲内では、低めの温度をとることで「じん性」が高くなり、 高めの温度では「耐摩耗性」が増す傾向になると説明されています。
焼戻し温度を調節することによっても硬さの調整ができますが、焼入れ温度は大切です。
この組織のように焼入れすると、硬さは最高になり、64HRC以上になります。
白い粒は、鋼塊をつくる際に溶鋼が凝固する際にできた「共晶炭化物」です。これが非常に硬いので高い耐摩耗性を付与します。
③過熱組織:焼入れ温度が高すぎる組織

SLD(日立金属カタログから)
これはSLDを1100℃で焼入れした組織です。
焼入れ温度が1050℃を超えると、結晶粒が粗大化し、残留オーステナイトが多くなります。
全体に白っぽい組織になっていますが、正常焼入れ組織に比べて2-3HRC硬さが低下します。
このようになると、正常な温度で焼入れしたものに比べて、じん性値も低くなっています。(もちろん、じん性値は、別の試験をする必要があります)
この組織のように、一度高温に過熱(over heat)したものについては、「完全焼なまし」で結晶粒の調整をしようとしても、均一な微細な組織に改善することはできません。
そのこともあって、焼入れ温度には充分に注意する必要があります。(過熱した組織を改善する一つの方法は、鍛造などによらなければなりません)
(注)このページの写真の一部は下記より引用させていただいています。
写真の一部を使用していますので、原本の倍率とも異なっています。
組織の説明のみに使用していますので、 詳細は原本を確認ください。
上3枚 山本化学研究社 S47年 改訂4版 標準顕微鏡組織 第1類 標準片番号6・11・12
下3枚 プロテリアル(旧:日立金属)株式会社 型録番号 HY-B6-c P.17
そのほかの組織関連用語について
熱処理異常、鋼材異常などを金属組織をみることによって、その異常に気づく場合があります。それに簡単に示します。
基本的には、熱処理の異常があるかどうかは、上記の、標準組織との差異を見ることになります。
そしてさらに、組織観察とともに、結晶粒度、介在物、偏析 などを観察する場合もあります。 (これらについては、JIS規格の試験方法などにありますので、 詳しくはそちらを参照ください)
リンクのある部分では、用語の説明をしています。あわせてご覧ください。ここでは、熱処理の知識として 必要な程度の内容のみを説明しています。
【結晶粒度】
JISには、「フェライト結晶粒度」と「オーステナイト結晶粒度」が示されていますが、熱処理での結晶粒度は、「オーステナイト結晶粒度」を指す場合が多いと考えておいていいでしょう。
例えば、熱処理に関係するものでは、焼入れの際の加熱で、焼入れ温度が高くなったりや保持時間が長すぎると、結晶粒が増大します。
通常は、細粒とよばれる粒度番号6より細かい、結晶粒度7・8がいいのですが、たとえば「4」などの粗粒になると、 熱処理の不適当が疑われます。
また、極端な粒度が混在する「混粒」と呼ばれるもの(例えば、明らかに結晶粒度6と3が混ざっている場合など)では、鍛造・焼なましなどの不適が疑われるということになります。
もちろん、熱処理だけの問題ではない場合もありますし、鋼種的な特徴であるものもありますので、製鋼や熱処理の異常と断定できない場合も多々あります。
しかし、結晶粒度5以下(4とか3など)では、何かの異常が無いかどうかを考えてもいいでしょう。
【介在物】
一般的には 非金属介在物 をさし、組織的に好ましくない「異物」です。
組成的には、硫化物系のものと酸化物系のものがあり、いずれも、通常の 鋼では、少ないほうがいいとされます。
快削鋼などのように、それをうまく使うようにしているものもあります。
近年は、溶解や脱ガス技術が高くなっており、通常の鋼材でも、介在物の異常などはほとんどありません。
【偏析】
鍛造や圧延材の断面で、製鋼時の凝固組織の不均一さを見るときには、肉眼や低倍率で観察する「マクロ偏析」を観察します。
顕微鏡組織的には、組織の不均一さを見ることで、材料品質を判定する場合があります。
結晶粒界に炭化物や介在物などの異物が集まりやすく、それを見ることで鋼材の品位を確認できます。
顕微鏡を用いて見る偏析は「ミクロ偏析」と呼ばれ、多くは、材料の素性を評価します。
その他には、微小硬さの推移やEPMAなどの分析機器での線分析などを併用して不均一さを判定します。
通常の製鋼では、断面中心の品位劣るのが通常で、それを鍛錬方法や鍛錬比などで操作することで、それを緩和するようにして製造されています。
その品位の程度や限度はいろいろな要素で変わりますので、大量に使用する鋼材では、「鋼材仕様書」を取り交わすことでその品位を安定化させています。