ここでは、焼戻しの基本となる焼戻し温度によって機械的性質が変化する様子を説明します。
まず、焼戻しは「焼入れ」の影響が反映されます。
特に、品物の大きさによる影響(質量効果)で、結果が変化することを知っておきましょう。
下の図は、大同特殊鋼さんのハンドブックから引用したS40C(φ14とφ25)とSCM435の焼戻し温度と機械的性質について示したものです。
構造用鋼では、下のように、200℃などの低温の焼戻しデーターが、普通は掲載されていりません。 これは、調質をした使う用途が多いためでしょう。
調質とは、鋼を焼入れしたあとで、500℃以上の、比較的高い温度で焼き戻すことによって、表面と内部の硬さ(=強さ)を均一にする処理です。
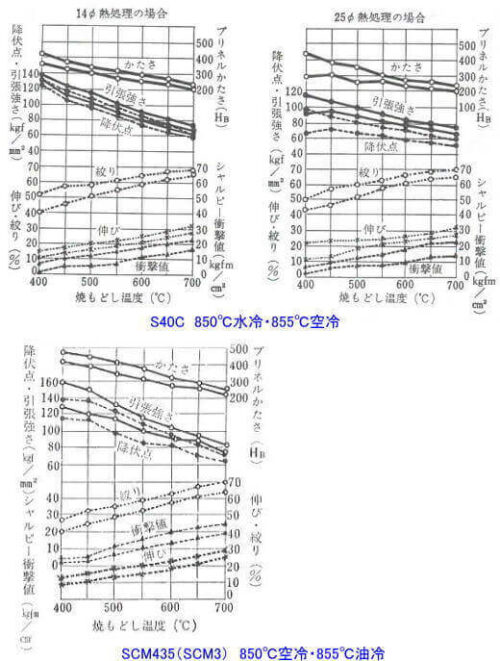
この図は、冷却方法を変えた場合の2本線があって見にくくなっていますが、上の線(S40Cは850℃水冷・SCM435は855℃油冷)の線が通常の焼入れ方法によるものです。
下の線は、空冷の場合のもので、これは、ノルテン(→こちらのページ)の際に役に立ちます)
S40Cでは、有効直径(正規の熱処理で中心まで硬化する直径 →こちらのページを参考に)は40mmですので、棒径が14mmと25mmのデータでの硬さの差はほとんど見られません。
ここで重要なポイントは、①S40C=0.4%C、SCM430=0.35%Cですが、焼戻し硬さはSCM435のほうが高く、 ②同じ硬さでの衝撃値が高い ③焼戻し温度を上げるにつれて、硬さが低下し、それにつれてねばさ(衝撃値、伸び、絞り)が増加するところを見ておいてください。
つまり、鋼種中の合金元素の違いが大きいことがわかります。
ここに表示された数値は、硬さ・引張強さ・降伏点は、強さに関する指標で、伸び・絞り・衝撃値は、ねばさやじん性に関する指標として見るといいでしょう。
一般的には、この、強さとじん性は逆の関係があるとされているので、強さが増すとじん性が低下します。
そのために、硬さの傾向を捉えておけば、その他の推移がわかるので、熱処理では、硬さを中心に捉えることで機械的性質の傾向がわかります。
硬さは、測定も比較的簡単で、非破壊の検査ができる点で、ほとんどの場合は、熱処理結果の確認は硬さの測定だけ … ということを記憶しておいてください。
Uカーブ
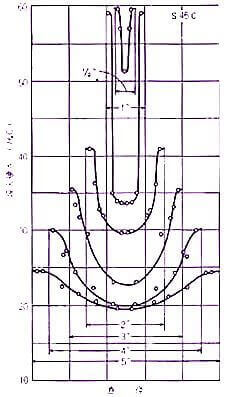 S45CのUカーブの例
S45CのUカーブの例
この図は、S45Cの直径の違う丸棒を焼き入れして、その断面硬さを測定したもので、一般に、「Uカーブ」と呼ばれる図です。
構造用鋼などの焼入れ性のあまり高くない鋼は、焼入れするときの棒径が大きくなると、焼入れ時の硬さは下がってきます。
1インチ径(25mm)では58HRCの表面硬さがでますが、5インチ(127mm)では24.5HRC程度の表面硬さになっています。
S45Cの調質硬さは201~269HB(14~28HRC)ですから、すでに焼入れ時に、表面は29HRCで、その中心部の硬さは19HRCです。
少し高い温度で焼戻しすれば、硬さがさらに低下するので、このような太径の品物では、硬さの低下しない200-250℃程度の焼戻しでも調質の役目は果たしているのですが、前項で見た、小さな棒径の調質の機械的性質(耐力、伸び、絞り、衝撃値など)は、棒径が変われば変わってきます。
しかし、硬さと関係のある引張強さは、そんなに変わりません。
このようなUカーブが、たくさん作成されていれば、太い径の品物の硬さ把握ができるのですが、残念ながら、そんなに多くないようです。
焼入れ方法の違いと機械的性質の違い
一般的には、「完全にマルテンサイトになるような焼入れをすると機械特性に優れる・・・」と言われています。
これは、上のS40C・SCM435の焼入焼戻しと焼ならし+焼戻しの数値を見ればわかります。
完全に焼入れをきちんとしたほうが、降伏点が上がり、衝撃値も高くなります。
通常の熱処理では、構造用鋼の焼入れ性が低いSC材(構造用炭素鋼鋼材)では、鋼材の成分やサイズの問題で、十分な焼入れ組織の状態にならないために、例えばS40Cを使っているとすると、そこに焼入れ性を上げるクロムやモリブデンが加わった強靭鋼が利用することになります。
そしてさらに、それでも焼入れ時の硬さの限界がある場合には、構造用鋼レベルの鋼種ではなく、工具鋼などの鋼種が必要になります。
調質
もう一度、ここで、調質について、取り上げます。
機械構造用鋼は、名前のとおりに、適当な強さ(例えば引張強さ)とともに、強靭性が要求されるところに用いられための鋼種です。
これらの鋼は、もちろん、高い硬さで使いたい場合は、普通に、焼入焼戻しをしますが、この場合は、表面の硬さが高くて、内部にいくほど硬さが低下している状態です。
機械部品や機械構造物に使用する場合は、全体の硬さが均一になっていないと困る場合や、硬さが高いと、使用時に折損する可能性があるので、これを、500℃以上の高い焼戻しをして、表面と内部の硬さの差を小さくして、さらに、全体の強度を、熱処理しないで使用する機械構造用鋼(普通鋼)以上の強さにしよう … という熱処理が必要になります。
この熱処理を「調質」と呼びます。つまり、調質は、焼入焼戻しの1つです。
このページの最初に示したS40CとSCM435の図は、400℃以上の焼戻し温度が示されているのは、実は、調質における機械的性質を示した図ということです。
もしも、S40Cよりも、もっと強い強さが必要な場合は、SCM435などを、さらにもっと強い鋼がほしいのなら、SNCM439などを、さらにそれ以上のものであれば、炭素量の高いSNCM447などを選ぶことになります。
つまり、焼入焼戻しをした中心部の硬さが高い鋼種を選択することになります。言い換えれば、焼入れ性の高い強靭鋼を使用すると、強い機械部品等を作ることができます。
これには、合金元素を含む強靭鋼を使い、さらに強さが必要なら、炭素量の高い、硬さの出る鋼種を選択します。
たとえば、0.4%程度の炭素量の鋼種では、S40C→SCM440→SNCM439 などを用い、さらに炭素量の高い、SNCM447 などを選択すればいいということです。
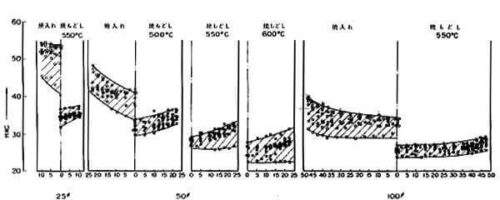
SCM435の質量効果を表す図表(JISハンドブック1979年版より)
この図は、直径の違うSCM435の調質した場合の、断面硬さを示しています。
焼入れ状態の硬さは、直径が大きくなるにつれて低下しています。それにともなって、焼戻し後の硬さも低くなっていますが、注目してほしいところは、直径100mmの場合を例に取れば、焼入れした全体の硬さのばらつきが40HRCから28HRCと12HRCあったものが、550℃の焼戻しをすると、32HRCから24HRCと、表面と中心の硬さの差が小さくなっています。
また、強さについて見ると、たとえば、25HRCの引張強さ換算値は840Mpで(→こちらの硬さ換算表を参考に)、熱処理をしない普通鋼は400Mp程度ですので、調質をすることで、かなりの強さがアップしていることになります。
ただ、強さをあげたい場合は、熱処理面では、焼戻し温度を下げればいいのですが、そうすると、断面の硬さのばらつきが大きくなるので、その場合は、焼入れ性の高い強靭鋼を用いて、高い温度で焼戻しをします。