「不完全焼入れ」という熱処理用語があります。
イメージ的には、品物全体がマルテンサイトにならない、不十分な冷却をされた例 … というように聞こえる言葉ですが、しかしこの言葉はあいまいなものです。
(わかりやすく説明するのも難しいのですが) 熱処理用語的には、「鋼を焼き入れたとき、表面と内部の組織や硬さに差があり、それが標準的なものと異なっている場合を『不完全焼入れ』と言っているだけです。
つまり、悪い焼入れというものではありませんので、ここでは、これを取り上げて説明します。
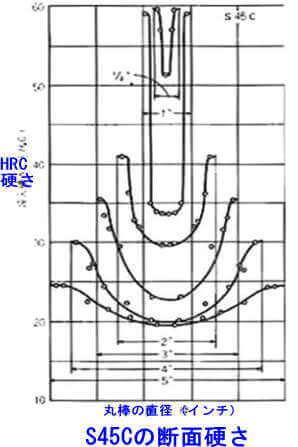
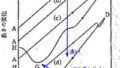
この図は、炭素鋼や低合金鋼は、通常の焼入れでも、直径が大きくなるにしたがって表面に硬さとともに、内部の硬さは低下していることを表してイルズで、これを「U曲線」「Uカーブ」ともいいます。
この「不完全焼入れ」は、文字だけをみると、『良くない焼入れ』という印象を受けます。
しかし、実際の品物では、正常に焼入れしても、表面と内部の硬さや組織が異なることは常時起こることで特殊なことではありませんから、この用語からのイメージには注意してください。
焼入れによる硬化は、品物の大きさによるのはもちろん、鋼種による成分的な影響があります。
また、焼入冷却時の部分的な冷却状況をみると、各部での冷却速度は一定ではないので、表面部位でも同一の冷却条件になりません。
このために、品物全体が完全に同一のマルテンサイト状態になるように焼入れするのも困難です。
たとえば、①未変態のオーステナイト(残留オーステナイト)が残る状態になっていたり、 ②パーライトなどと呼ばれる、フェライト(Fe)とセメンタイト(Fe3C :「3」は小さい3 炭素1つと鉄原子3つの化合物の意味)の混合組織が生じたり、 ③それらやマルテンサイトの中間のようなベイナイトと言われるような組織などが混在するものであったりするのが通例です。
こうなると、不完全焼入なのか?よくわからなくなります。 そして、これらも、「不完全焼入れ」と言われるのも違和感があります。
顕微鏡組織や硬さ測定によって、冷却の不均一さによる不完全焼入れ部分の発生原因や発生経過などは推定できる場合が多いです。
そうは言っても、これらは、鋼種の焼入れ性や品物が大きさが関係することで、そのような大きなものでは、各部位の冷却速度や加熱条件なども均一にはならないので、焼入れすると、品物の各部位でいろいろな組織が出現したり、それらが混在するのは通例のことと言えます。
不完全焼入れは良くないのか?
過去からずっと、「不完全焼入れは、良くない」という言い方をされているようです。
例えば、構造用鋼などでは、均一性と強靭性を増す目的で、焼入れ後に500℃以上の高温で焼戻しをする場合が多くあります(これを調質といいます)。
この時、不完全焼入れの場合には、完全焼入れしたものよりも耐衝撃性が劣って、悪い影響が出る … などという説明がされてきました。
しかし、構造用鋼などでは、合金元素の量もあまり多くなく、品物の大きさが少し大きくなると、不完全焼入れにならないほうが不思議です。
ましてや、小さな試験片と違って、普通の品物では、不完全焼入れになるのが当然です。
このように、実際の品物では、完全な理想状態に焼入れることは無理な場合が多いのですが、構造用鋼は、全体的な強度や機械的性質を考えて使用されるものなので、成分や形状からみて、完全焼入れができない場合には、鋼種を変えたりして、成分を考慮する方法もあるのです。
一方では、あえて冷却速度を遅くして、(理想の焼入れ状態から離れますが)全体の組織を均一化して全体的な強度バランスを取ったほうがいい場合がでてきます。
このように考えると、水焼入れが推奨されている鋼種を油焼入れするという方法をとる場合も出てきます。
実際にも、しばしばこのような方法が取られています。 もちろん完全焼入れをした場合の特性とは異なります。
さらに、構造用鋼の場合や、その他の水焼入れが推奨される鋼種でも、曲りや応力バランスを考えて、あえて「油焼入焼戻し」をします。
また、鋼種に指定された焼入れ方法をとらずに、「焼ならし+焼戻し」(これを、業界用語で「ノルテン」と言われます)をするという仕様で熱処理する場合もあります。
このように、理屈とは別に、実用的な面から、熱処理の仕様が決められて実施されている場合も多くありますので、「不完全焼入れは、良くない」という一義的にいう言い方は、その内容を考えて使うのがいいでしょう。