「からだの五感を使って温度を知る」というのは、たとえば、熱いものに手を近づけると、その温度が危険かどうかを感じますし、熱いものに触れると、瞬間に手を引っ込めますね。
人間は、温度を知る力を持っているのですが、古くからの熱処理作業でも、目で見て、焼入れ状態を見て、音を聞いて、引き上げのタイミングをはかっていましたし、焼戻し温度も体全体で感じていました。
ここでは、五感を駆使すると温度がわかる … という話題です。
刀鍛冶の焼入れ作業をTVで見ていると、温度計のような計測器はなさそうですね。
私が知る、昭和50年頃の熱処理現場の作業者も、五感で温度を見ていました。
10本ほどあるバーナー調整は、「火色(ひいろ)」で調整していましたし、大きな品物の熱処理の水冷から引き上げるタイミングは、表面温度計ではなく、手のひらで感じる温度や、品物を引き上げたときの品物と水の状態から適否を判断していました。
もちろん、現在の密閉された炉では、温度計に頼るしかありませんし、表面温度計や輻射温度計などを用いて、品物表面の温度を数字で把握することも増えてきましたが、この、五感による判断ができることを知っておけば、何かに役立つはずです。
ここでは、過去に、プロテリアル(旧:日立金属)(株)さんの主要鋼「SLD」 のカタログに掲載されていた図表から具体的な例を紹介します。(参考:型録番号 HY-B6-c )
これらは、1960-70年頃にはカタログに掲載されていたもので、それが2000年頃までは掲載されていたようですが、現在のカタログからは消えています。
古い資料ですから、今後は、再掲されることはないままに消えていくものでしょうが、貴重な資料ですので、このHPで残していきたいと思います。
加熱色(火色)と加熱温度
鋼材を加熱していくと、品物の色は、暗い赤色から明るい赤色になり、もっと高い温度になると、黄色くなって輝いてきます。
これは、「黒体放射」「色温度」などというものですが、この、色と温度は関係があることを聞いたことがあるでしょう。
太陽などの恒星が輝いている色から、その星の温度がわかる … というのもそれです。
太陽などの星と同じように、加熱された鋼などは、この黒体放射の状態に近いので、加熱された品物の色で温度がわかります。
たとえば、熱処理の焼入れ温度は、構造用鋼や合金鋼が800-900℃、ダイス鋼が1000-1100℃、ハイス(高速度鋼)が1100-1300℃程度ですから、色で温度が分かれば、それで焼入れができますね。
バーナーの炎などは黒体輻射ではありませんので、色と温度の関係はわかりにくいのですが、炉の中の熱電対の保護管の色は、黒体放射に近い状態ですから、昭和年代の熱処理作業では、色を見て炉を調節する作業が日常的に行われていたということは納得できるでしょう。
もちろん、現在では、このような炉の温度調節は、自動でやってしまっていますが、このような色と温度の関係は、知っておいて無駄ではないと思います。
下の図は、直射日光が入らない室内での色と温度の関係です。

この図のように、色が見えだすのは550℃を越えたあたりからで、TVで見る製鉄所の熱間圧延中の赤熱した鋼材の色は800-900℃程度とわかりますし、1000℃を超えると、品物は、黄色から白色になってまぶしくなる … などです。
余談ですが、1980年頃までの熱処理技能士1級の実技試験では、温度の違う3種類のソルトバスが用意されて、そこから適切な温度のソルトバスを選んで、炭素工具鋼の試験片を実際に加熱~水焼入れして、表面硬さを規定値以上に焼入れする … という試験がありました。
現在はこのような実技試験はありませんが、過去には、「目で温度を見る能力や、実際に水焼入れする熱処理操作」が実技試験で試されていたのは、やはり、熱処理には五感が必須だったということでしょう。
現在は、炉の温度を目で見て確かめる必要性も薄れていますし、そのような実技試験もありませんが、感覚で温度を知る能力を養っていると、現在の熱処理でも、いろいろな役に立つ場面もあります。
さてここで問題です … この温度は何度でしょうか?

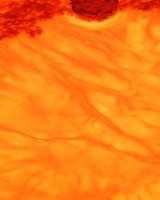
この2つは、ソルトバスの液面の写真ですが、熱電対で測定した温度は、左側は、860℃、右側は、1030℃ですが、上のチャートと色をくらべてみてください。
もちろん、熱電対で測定するのは、ソルト槽の内部温度ですので、ここに見える表面温度は少し低くなっています。 それでも、当らずとも遠からず … という感じがつかめるでしょう。
その他の例では、熱電対の劣化で、加熱炉がとんでもない温度になることがあります。 そのほとんどは、作業者の目で異常を未然に防ぐことが数年に一度程度あります。
作業者は、20℃程度の温度の異常は気づくようです。五感といえども、知識をもって観察していると、大きな損失が回避できるのですから、大変有効なことですね。
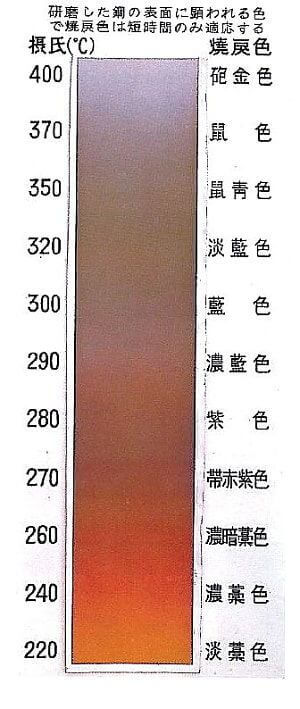
「焼戻し色」と焼戻し温度判定
下の写真は、機械加工した金属光沢面を大気中で短時間加熱したときに、酸化などによって着色する色で、「焼戻し色」、「テンパーカラー」と呼ばれるものです。
この着色は、焼戻し時の加熱だけでなく、機械加工中のキリコが着色する現象や、刃物などの刃付けでグラインダーで成形する時に、少しきつく砥石を当てると、刃先近くの色が変わる経験がある方もおられると思います。

この着色は、摩擦熱によってできる、鋼の表面の酸化膜のようなものです。
この、温度と色の関係は、鋼種によっても、また、仕上げ面の状態によっても微妙に異なってきますが、「青みがかった色」になっていれば、部分的であっても300℃前後のかなり高温になっているということを知っておくだけでも、不用意に手を触れるなどのことがなくなるので、危険回避ができるでしょう。
上の焼戻し色は、若干全体が赤みがかっていて、「青さ」が少ないような感じもありますが、そこまで厳密にはわかるものではないので、赤っぽい色よりも青っぽい色のほうが温度が高くなっている … とイメージしておくだけで、いろいろなシーンで役に立つでしょう。
また、この着色は、表面の薄い酸化膜のようなものですので、空気中で時間が経過するにつれて、高温側の色へ移行してしまいます。
現在は、いろいろな安価な温度計(表面温度計や輻射温度計など) がアマゾンや楽天などで販売されており、安価で結構使えますから、お持ちの方も多いと思います。
もちろん、表面温度計や輻射温度計は、意外とアバウトで、うまく温度補正をしないと、いろいろなものが測れませんから、「温度計を使えば確実だ!」という方でも、これらの色と温度の関係を、ちょっと覚えておくと便利でしょう。
鋼の温度判定と感覚の表現
プロテリアル(旧:日立金属)さんのカタログには、さらに、下のようなものも紹介されていました。
熱処理現場では、ツバ(唾液)で品物の表面温度を確認する熱処理作業者もいます。 きっと、このような五感温度が役に立つ場面もあるでしょう。
蛇足ですが、昭和50年頃は、表面温度計は高価で精度も良くなかったので、表面温度は、「温度チョーク」「温度ペレット」などを使って確認していたことがありました。
その表示温度になると、溶けるようになっていて、それで温度がわかるのですが、私の感じでは、この程度の温度は、人間の五感で十分でしょうから、多分、これらのチョークやペレットは、温度計が安価になって廃れたようで、見ることもなくなりましたが、温度で色が変わるテープやシールは使い道も多いのか、今でも販売されています。
人間の五感は素晴らしい
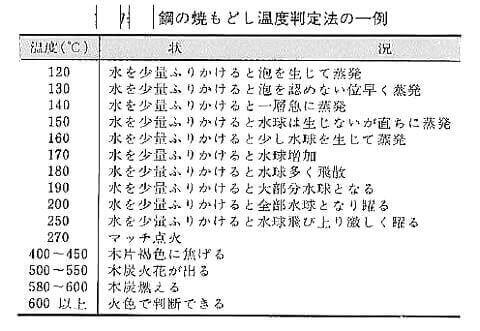
たとえば、熱い品物に触るときは、手を近づけて品物の温度を手のひらで推定したり、「ちょこっと」一瞬手を触れて、それから手の感触と頭の中の温度感覚をあわせながら、品物表面の温度を推定しています。
そのあたりをプロテリアル(旧:日立金属)さんのカタログでは、上表のように表現しているのですが、10℃の違いがわかるように表現しているのも興味深いのですね。
このように、文章で書いてあるとわかりにくいかもしれませんが、こんなものもある … と記憶しておくといいでしょう。
五感による判断は不要になることはないでしょう
近年、炉などの加熱設備は自動化されて、火色や冷却過程が見える熱処理炉がほとんど無くなって、炉中の温度や冷却中の品物の状態さえも、見ることはなくなってきています。
しかし、大型の品物で自動化した雰囲気炉に入らないような大きな品物は、未だに大きな大気炉(大気雰囲気で加熱する炉)をもちいて加熱して、炉から取り出した冷却中の品物の冷え加減を五感で観察しながら熱処理していますから、すべてが自動化されて温度管理をしているというものでもありません。
また、特に大きな品物の焼入れでは、均一に冷やすことや冷えすぎないようにすることは非常に重要で、これを誤ると焼入れ硬さや割れなどに影響しますので、常に五感を働かせて品物を見守ることが大切です。
今日では、安価で高性能な熱電対式の表面温度計や非接触で温度を測る輻射温度計が使われるようになって、非常に簡便に表面温度が測定できるようになっていますが、熱処理の熟練者は、現在でも、自分の温度感覚をもって作業をしています。
熱処理以外の作業でも、モーターの発熱異常などは手で触って確かめますし、お風呂の温度も、まず手で測るのですから、その自分の感覚での温度と温度計などの道具をもちいて確かめてあえば、温度はかなり正確になるので、人間の能力も捨てたものではないといえます。