工具鋼の標準熱処理とは何なのでしょう?
工具鋼などでは、JISやカタログに「標準熱処理条件」が掲載されているので、通常はそれに基づいて熱処理します。
市販されている鋼種の多くは、成分的に得られる硬さや特性は熱処理で決まるのですが、それを、もっと高い硬さにしたいとか、均一な硬さにしたいというようにしようとすると、熱処理だけでは無理があり、通常は、鋼種変更を考えるのが一般的です。
これについては、前のページ(→こちら)で、プロテリアル(旧:日立金属)さんの考え方の図を紹介しましたが、平たくいえば、高価な材質に変える考え方になっています。
しかし、熱処理の基本を知っておれば、このような場合に遭遇しても、油焼き入れ鋼種をあえて水焼き入れにしたり、低い焼入れ温度にするなどで解決できる場合も出てきます。
つまり、標準的でない熱処理方法をとれば、かなり広範囲の要件が熱処理によってカバーできる可能性があるのです。
現在のJISやISOの考え方のもとでは、標準的とされる方法を用いることが基本ですので、通常はそのようなことはしてはいけないことになってきています。
つまり、標準化された方法で安定した製品を作り出すのがISOやJISの考え方であるためですが、本来の熱処理は「求める特性を得る方法・手段」ですので、標準化にこだわっていれば、標準以上の成果は出てこなくなってしまいます。
熱処理する側(熱処理業者)も標準化が進み、標準作業をしておれば、クレームが起きる危険性が少なくなることも確かです。
それでもOKなのですが、熱処理の可能性を殺してしまっていることも事実です。
標準熱処理と匠の仕事は根本的に違う
昭和年代の終り頃まで、熱処理現場には「熱処理の匠」がおられました。
五感とストップウォッチで仕事をしている姿を見てきたのですが、いろいろなことを教えていただきました。
もちろん。彼ら「匠」の言動が標準化されて、現在も生きているものもありますが、その頃は、今から考えると、すごい熱処理をしていたような気がします。
そして現在では、その多くの「匠のワザ」が消えてきています。
これは、彼ら「匠」のやり方に問題があったのではなくて、すべてアナログの世界で、特殊技能が必要であったためですが、それを必要としない自動化された設備に変わったこともあって、誰でも簡単に習得できる、「標準化」に進まざるを得なかったのだと思っています。
しかし、「標準熱処理」として標準的なやり方が決められると、そこからはみ出ることは許されなくなってきました。
熱処理を知れば知るほど、その製品に適したベストな熱処理法と、標準化された熱処理とは同じにならないのを感じるのですが、新しいやり方を試して見ることも、全くやってはいけないという風潮になりました。
例えば、冷却中にMs点にかからなければ焼割れしませんし、パーライトノーズにかからないように冷却すれば、大きな品物の硬さも確保できますから、変形しにくい品物では、空冷鋼であっても水冷できます。
また、熱処理の考え方を知れば、焼入れ操作によって残留オーステナイトの量をコントロールできます。
ところが、熱処理現場の作業者も、研究や技術改良をする技術者も、そのような自由な考え方をしなくなり、また、それをできない(させない)ようになって来ていますので、これは、標準化の弊害(逆効果)のように思います。
もちろん、日々の見直しや改良の仕組みはありますが、大きなトラブルがない限り、変更されることは少なくなってしまいました。
特に工具鋼分野では、工具などの寿命が頭打ちになってきています。(表面処理で打開が図られていますが … )
それに対応すべく、新鋼種を作って打開することもモズカシイ状況になってきていますので、革新が可能な熱処理で研究検討はやっていくべきでしょう。
熱処理関連の新刊書が少なくなって学びにくくなっている
新刊の書籍で、専門書が少ないことを見ても、大学などの研究も進んでいない感じがします。
熱処理自体は重要なのですが、ローテク分野なので取り上げないという風潮は大変困ったものです。
価格の高い新鋼種・新鋼材を使っても画期的な寿命延長はできません。
鋼種による工具の寿命延長も頭打ちになってきていますから、作業効率を考えた熱処理の標準化だけを進めるのではなしに、製品の寿命延長を考えた熱処理の研究が、研究部門だけではなく、現場サイドからも進んでほしいものです。
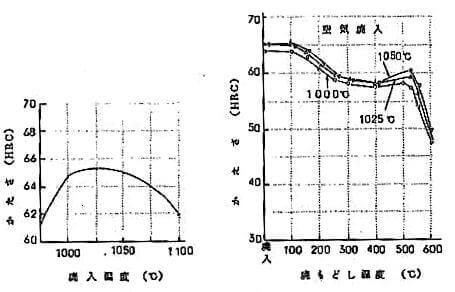
1つの例ですが、標準焼入れ温度が1000-1050℃の鋼種で、最高硬さで使うものでなければ、1000℃がいいのか、1050℃がいいのか … を検討してみても面白いと思います。
私の経験した例では、SKD11を焼入れ指定温度範囲外の980℃で焼入れすることで、使用中の割れを防止することができた例がいくつかあります。
もちろん、標準的な組織にはなっていませんから、焼入温度不足と判定される組織ですが、寿命はそのほうがいい場合があります。
別の例では、「再焼入れしたせん断刃物で、事故を起こした例はない」という体験事実があります。
焼戻しで硬さが下がりすぎて、仕方がなく、もう一度、焼入れし直すのが「再焼入れ」ですが、もちろん、再焼入れすることは好ましくありません。
しかし、焼入焼戻し→焼なまし→再焼入焼戻し と、多くの熱履歴を経るのがいいのか悪いのかわかりませんが、長い仕事の経験で、これはなにかある … と長い間に感じていました。
今では現場を離れているので検証することもできませんが、… 。
熱処理にはまだまだ無限の可能性が残っている
最近の熱処理説明には書かれていない内容で、もう少し踏み込んで熱処理を考えたほうがいいなぁ … と思っていることを紹介しましょう。
常識を疑う気持ちで熱処理を考えてみてはどうでしょう
熱処理を分かりにくくしているのは、質量効果(品物が大きくなると色々な影響を受けること)です。
工具鋼でも、冷却速度の影響がでて不完全焼入れになることもあります。
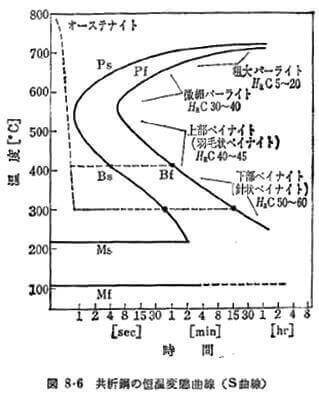
たとえ、焼入れ性の良い空気焼入れ鋼であっても、焼入れ時の冷却速度が遅いと、マルテンサイトではなく、 ベイナイト(Bainite)という組織などが生じます。
この組織が生じると、生じていない製品と同じ硬さに比べると、衝撃値が低下するとされています。
しかしまた、これとは反対に、割れなどを防ぐために、あえてベイナイトをださせるための 「ベイナイト処理」という言い方で焼入れの説明をされる熱処理方法があります。
恒温変態を利用して、マルテンサイト以外の組織にする、オーステンパーなどの恒温熱処理などもあります。
これらについては、鋼種や硬さ範囲、品物の大きさなどの要素のほかに、ノウハウ的な秘密めいたものもあってよくわかっていないところもあるのですが、このあたりを研究すれば、何か違う性質のものができそうな気がしています。
残念ながら、そういう気がしているだけで、何もできない現状ですが。
このような新しい熱処理について、大学などで研究されているかどうかわかりませんし、これらを極めていって、具体的な標準技術として解明される可能性はわかりませんが、大きな品物の焼入れでは、このような時間的に熱処理操作することは重要です。
構造用鋼では、「水油(最初水冷し、途中で油冷する方法)という冷却」は、しばしばやっていましたし、硬さには関係なく、そんなに大きくないダイス鋼の品物では、油焼入れ途中引き上げなどは常時やっていることです。
これは常識の範囲ですが、もっと違ったやり方をやって、その結果を見ていくと、いいか悪いかがわかるのですが、そのような冒険をしない風潮では、新しい熱処理法はでてきそうにないのが気にかかります。
消えていく熱処理用語も多い
その他の例ですが、昭和年代には、ハイス(高速度工具鋼)のアンダーハードニングという焼入れ方法がありました。
これは、ハイス(その当時はSKH9、今のSKH51)の標準焼入れ温度ではなくて、1030℃などの、極端な低温で焼入れることで、60HRCでシャルピーじん性値が高い状態になるというものでしたが、今では、ほとんど実施されることはありませんし、言葉自体もほとんど消えています。
その理由は、マトリックスハイスなどの、耐熱性に優れた高靱性高速度鋼が開発されたことで、耐熱要素が低下するアンダーハードニング法は廃ってしまったようです。
耐熱特性に優れるのがハイスですので、この方法では、耐熱特性が得られないので、それを殺してしまうのはもったいないということです。
マトリクスハイス(セミハイスともいわれます)が開発されたのですが、これによって、高価な鋼種は標準的な熱処理をしたほうがいい … というのが定説になったのかもしれません。
しかし、焼入れ性の良い鋼種であっても、 空冷するよりも急冷してやったほうが特性がいい例や、先程書いたように、SKD11などを標準加熱温度から外れた1000℃以下で焼入れしてやると、1030℃で焼入れしたものよりも工具成績が良かった例を経験していますので、またまだ、熱処理には未知の部分があるような気がします。
構造用鋼では、有芯焼入れや臨界直径などの言葉も、使うことがなくなってきました。
これは、実際の品物が、熱処理試験片のように小さくないために、実情に合わない言葉なので、使うことがなくなってきているのでしょう。
このような例のように、パターン化された熱処理しかやらなくなってくると、熱処理の教科書自体も見直さないといけないのですが、すでに、そのような状況になってきています。
品物に求められる品質特性は、熱処理の仕方によって変えられる要素が残っているのですが、工具鋼分野では、高級鋼に変えることで済まそうとする傾向が強くなっています。
しかし、世の中に数え切れないほどの工具鋼の鋼種があっても、未だに、「すべてに優れた鋼種」がないとなれば、熱処理でそれを補うことも重要です。
それを、頭のどこかに入れておいていただきたいと思っています。
私が勤務していた熱処理会社の第一鋼業(株)もそうでしたが、近年は、ISOなどでの「標準化とその必要性」が謳われて、その方向に進んでいて、チャレンジ精神や実験をして確かめてみるなどができなくなってきています。
時間が経つと、現場の技術力が低下していく感じがします。
もちろん、試験や実験をするのは大変ですし、確実に良い結果が出るとは限りませんから、リスク面を考えても、標準化は間違った方向ではないのですが、熱処理には未知の部分が多く、まだまだ性能アップの余地が潜んでいるということを忘れてはいけないという例としてこれを書きました。
熱処理のシミュレーションが進みにくい その理由は・・・
今日では、パソコンソフトなどを使って、FEM(有限要素法)などの方法を用いて、品物の加熱冷却など、いろいろな熱処理シミュレーションができるようになってきています。
私も、このHPにあるような簡単なPCシミュレーションをやっていたのですが、しかし、私の勤務時代は、机上検討に時間をかけてシミュレートするよりも、「焼いてみるほうが早い」ということから、つい、熱処理テスト(実験)をして結果を出しがちでした。
ただ、簡単にそれができない、例えば単純形状で大きな品物の熱処理検討には、パソコンでのシミュレーションは便利なものです。
このHPでも、大きな棒径の品物の冷却状態などで、私がシミュレーションした資料もあるのですが、まだまだ、現業の熱処理会社で簡単・短時間に使えるという状態ではなく、研究用の「机上の熱処理」という感じが拭えません。
そして、シミュレーションした結果が、明らかに(直感的に)実際の熱処理テストしたものと合致しない場合が多いので、私は、実際に測温したデーターに沿うように、パラメーターを変えて、実際に合わすなどで、お茶を濁していたのですが、まだまだうまく扱えていませんでした。
しかし、若い人などが真剣に取り組めば、便利なものになっていくのは間違いありません。
まだまだ高価で、実情に合うソフトウエアも少ないようですが、今後は、安価で、簡単に使用できるものが普及してくればいいと思うものの、現状では、熱移動計算などは問題ないにしても、市販鋼材の変態を含む熱変化については研究者も少ないのか、私は、まだまだという感じがしています。
以上、気ままに書かせていただいた内容ですが、10年後の2030年ごろにはどうなっているのか … この記事をこのまま置いておこうと思っています。