熱処理の話題 SUS304の溶接で起きる着色や変質対策 ステンレス鋼のSUS304の品物を溶接すると変形したり着色することがあります。実用的で確実な対策はないようです。応力除去や着色などの対策や問題について紹介しています。 2026.01.25 熱処理の話題
熱処理の話題 熱処理での「保持時間」「加熱時間」について 熱処理作業における作業で、焼入れ・焼戻しの保持時間がいらないという話題があります。しかし、実作業では考えなければならないことがあります。保持時間に関する考え方について説明しています。 2026.06.15 熱処理の話題
熱処理の話題 機械構造用鋼の焼ならしについて 焼ならしは、所定の温度に加熱後、空冷することで組織を均一に微細化し、機械的性質や加工性を改善する目的で行いますが、本当にそうなのでしょうか?熱処理シミュレーションをしてみました。 2026.06.22 熱処理の話題
熱処理の話題 鉄鋼の熱処理の昭和と現状の違い 鉄鋼隆盛期の昭和時代を経た筆者が、現在との比較や今後の展望に対する私感を書いています。昭和後期と比べて、熱処理のやり方や考え方はどのように変わってきているのでしょう。昭和年代の熱処理との違いを紹介しています。 2026.01.26 熱処理の話題
熱処理の話題 ステンレス鋼の種類と特徴について ステンレス鋼の鋼種番号は整理されていないために、どんなものなのかが非常にわかりにくいかもしれません。ステンレスとは耐食性に優れる「錆びにくい鋼」で、しばしば、5つの系列に分類されます。それぞれの分類や熱処理について説明しています。 2026.01.25 熱処理の話題
熱処理の話題 ステンレスSUS440Cで高い硬さがほしい SUS440Cの焼入れで、充分な硬さが出ないという場合がしばしばあるようです。なぜそのようなことが起こるのかを鋼材の性質や熱処理作業を含めて説明しています。 2026.06.10 熱処理の話題
熱処理の話題 1回ではダメ|工具鋼の焼戻し回数 焼戻し回数は、構造用鋼では1回でいいのですが、工具鋼では少なくても2回の焼戻しをするのが無難です。これは、教科書と違って、実際の熱処理作業を考えると、その理由が見えてきます。 2026.07.16 熱処理の話題
熱処理の話題 ステンレスSUS304の脱磁について 機械加工でSUS304が着磁したので熱処理で除去したいということでの問い合わせや質問がしばしばあります。ステンレス鋼の脱磁処理については、うまくいかないことが多く、脱磁方法についての考え方や対処の方法などを説明しています。 2026.07.16 熱処理の話題
熱処理の話題 機械構造用炭素鋼(SC材)のJISの熱処理 過去のJISハンドブックには構造用鋼の熱処理や機械的性質、その他の熱処理データが参考資料で掲載されていたのですが、現在は削除されて無くなっています。これらは、小さな試験片を標準的な熱処理をした結果のデータですが、貴重で便利なものでした。 2026.06.11 熱処理の話題
熱処理の話題 熱処理で使われる「単位」や「規格」のはなし 熱処理に関する単位はSI単位系に沿うことになっています。硬さは特殊な指標でそのままでOKですし、温度もケルビンではなく℃のままでOKです。しかし、熱処理文献や資料が古いものが多いので、SIへの移行はかなり時間がかかりそうです。 2026.01.26 熱処理の話題
 熱処理の話題 熱処理の話題
熱処理の話題 熱処理の話題 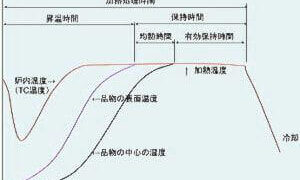 熱処理の話題
熱処理の話題  熱処理の話題
熱処理の話題  熱処理の話題
熱処理の話題  熱処理の話題
熱処理の話題 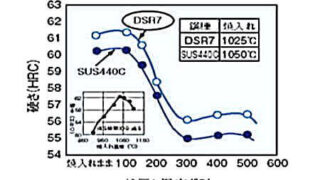 熱処理の話題
熱処理の話題 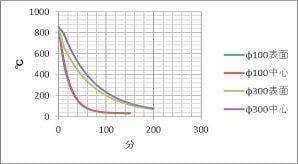 熱処理の話題
熱処理の話題  熱処理の話題
熱処理の話題 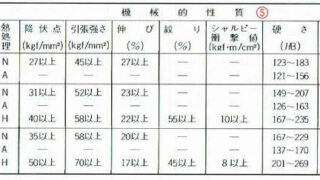 熱処理の話題
熱処理の話題  熱処理の話題
熱処理の話題