刃物や工具によく使用される SUS440C ですが、焼入れしたところ、しばしば、「57HRC程度の硬さしか出ない、少なくとも59HRC(80HS)程度の硬さがほしい … 」 という要望を聞きます。
JISやメーカーカタログのデータでは、60HRC 程度の硬さが出るようになっていますが、実は、これには、何点かの問題があって、実際に熱処理してみると、高い硬さは出ないことのほうが多い … と考えておくのがいいようです。
SUS440Cはステンレスで最も硬さが出る鋼種
マルテンサイト系ステンレスは、クロムCr によって耐食性を持たせて、炭素C によって硬さを出す … という考え方で設計されています。
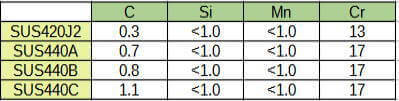
SUS440 は炭素量の順に、0.7%CのSUS440A、0.8%CのSUS440B、1.1%CのSUS440C などがあり、炭素量の多いほうが「焼入れ硬さが高い」という仕様になっていて、Cr量はすべて 17% です。 (焼入れ硬さとは、焼入れしたままの硬さで、焼戻ししないで測定した時の特殊な状態の硬さです)
 焼入れで硬化するステンレス
焼入れで硬化するステンレス
ただ、成分的に見ると、過共析鋼(素地に溶け込む約0.8%以上の鋼)ですが、多くの炭素はCrの炭化物として組織中に存在するので、硬さを出すための「炭素の力」を発揮してくれません。
もう一つは、炭素量が高いので、焼入れ後の「残留オーステナイト」の量が多く、それが焼入れ硬さを低下させるために、簡単には最高硬さを出ません。
市中に流通している鋼材では SUS440C が多く、「熱処理(焼入れ)をして硬さの出るステンレス鋼」として、刃物の材料として使用されることが多いのですが、JISでは標準熱処理で58HRC以上に規定されているものの、少し品物が大きくなると、58HRC以上の硬さにならない場合がしばしばあります。
この理由を考えるときに、「硬さがでない」ということと、「硬さを出せない」ということを分けて考えたほうが理解しやすいでしょう。
順次説明していきますが、ここでは、薄い品物で硬さが出ない原因と、少し大きな品物で、硬さが出せない原因に分けて説明します。
薄い品物で硬さがでない原因
大同特殊鋼(株)さんのHPから
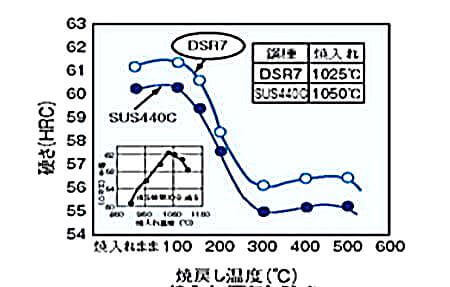
JISによると、SUS440Cの適正焼入れ温度は 1010~1070℃ で油冷し、焼戻しは100~180℃ で空冷すると 58HRC以上 の硬さになる … となっています。
私の経験では、1050℃油冷(薄い品物は空冷で) または、ソルトを用いた熱浴焼入れをして、180℃の焼戻しをすると、グラフと同じように、58HRC程度になります。
これを、1070℃の焼入れ温度に上げて焼入れしても、硬さの上昇は期待できません。
少し専門的になりますが、これは、焼入れ温度を上げると、柔らかい組織の「残留オーステナイト」が組織中に増えて、思ったほどに硬さが出なくなるのです。
また、SUS440CのMf点(マルテンサイト変態が完了する温度)が常温付近かそれ以下の温度となっています。
これも充分に硬さがでない原因で、焼入れした場所の室温や雰囲気(品物の最終冷却温度)が少し高いとマルテンサイト化が完了しないために十分な硬さが出ません。
特に、夏季などは作業場の室温が50℃近くになる場合もあって、現実的に、「焼入れ」が未完了のままで「焼戻し」をする場合も出てくるために、充分な硬さが出ないということが起こります。
確実に硬さが必要な場合は、氷や炭酸ガスによる冷却も可能ですが、サブゼロ処理という余分な工程費用が加わりますし、現実的には、じん性値も低下するので、その追加手間や費用をあわせて考えると、上図の大同特殊鋼さんの DSR7 や プロテリアル(旧:日立金属)さんの ATS34 などの十分に硬さのでる鋼種を使うほうが現実的でしょう。
これら DSR7・ATS34 などは、C-Cr量を抑えたり、硬化を助けるMoを加えるなどの成分調整で硬さが出やすくしています。
SUS440Cの小さくて薄い品物であれば、空冷で充分に硬化します。
単純な形状で小さな品物では、焼割れする可能性もほとんどないので、常温まで冷却して、夏場などで室温が高いと、冷水などで冷やす対応をする場合もあります。
しかし、設備的に、水冷が無理な場合や、水冷のために工程を変える場合の費用の問題もあるので、熱処理会社さんに相談したほうがいいでしょう。
硬さがほしい場合はサブゼロか低温焼戻し
通常の焼戻しは、じん性付与のために、最低でも180℃程度の温度がほしいのですから、焼戻しすると硬さは低下するのは仕方がありません。
硬さがほしい場合には、焼戻しをしなかったり、100℃程度で焼戻しされて使用する場合もありますが、これは推奨しません。
これについては意見が別れるのですが、私は、刃先にかかる負荷が大きく、摩擦熱が発生する金属せん断刃物のような品物では、180℃以下の低温の焼戻しは避けるべきだと考えています。
使用時に負荷がかからない品物は別にして、工具で使用する場合は、じん性面や組織の安定性などを考えると、180℃以上の温度で焼き戻しするのが安心です。
鋭利な刃物では、十分な焼戻しをしないで、硬さが高くてじん性が低いと、目に見えない小さなチッピングが発生しやすく、それが、切れ味を低下させるので、焼戻しは大切です。
そうは言っても、組織の安定性を重視して、その温度で焼戻しをすると、上にあるグラフのように58HRC以下の硬さになって、希望する高い硬さは出ません。
どうしても硬さがほしい場合は、費用がかかりますが、サブゼロ処理をします。(もちろん、硬さを上げると、じん性値の低下があります)
通常の焼入れをして、58HRC程度の焼入れ硬さになるものを、焼入れ直後にサブゼロすると60-61HRC以上の硬さになります。
ただし、個別にサブゼロ処理をすると熱処理費用がかさむうえに、悪いことに、SUS440Cの焼入れ性はSKD11などよりも劣りますし、硬さを出すことだけを考えると、焼割れと変形の増大の危険性が増しますので、形状によっては、安易にサブゼロするのは問題です。
私は、当初からサブゼロを予定する場合には、お客様に対しては、「焼割れを防ぐために、1020℃程度の低目の温度で焼入れして、サブゼロ時も均一にゆっくり冷やすような配慮をする必要があります … 」 というような説明をしたうえで熱処理をしていました。
以上のことから、薄い品物であっても、SUS440Cの硬さは57-58HRC程度が最高硬さと考えておいて、サブゼロ無しで58HRC以上の硬さを要求するのは無理だ・・・と考えておく程度がいいでしょう。
品物が大きい場合は、硬さをあげるとトラブルに
品物が大きい場合は、上で説明した残留オーステナイトやMf点の問題に加えて、熱処理操作上の制約が加わって硬さが出にくくなります。
つまりこれは、熱処理過程の原因というよりも、本質的なもので、大きな断面形状の品物は、鋼材の不均一性が高く、さらに、冷却時の表面と内部の冷え方の違いが、焼割れの可能性を高めます。
SUS440Cなどの高合金鋼は、メーカー側でも製造しにくい鋼種です。
現在は、鋼材の清浄度が上がって、非常に品位が高くなっていて、焼割れに対する懸念は低下していますが、連続鋳造で作られることはなく、ほとんどは鋼塊(インゴット)を鍛造して製造されますので、当然、断面の大きいものは鋼材の表面と内部の品位の差が生じているために、低炭素低合金鋼などに比べると、熱処理トラブルが多く、熱処理をする側も慎重になります。
私の経験では、SUS440C は直径が80mmを超える品物になると、完全に室温まで冷却すると、焼割れを起こす危険性が非常に高まります。
そのために、通常の熱処理作業では、焼割れを防ぐために、完全に常温まで冷やさない場合がほとんどで、そのために、JISに示すような、58HRC以上の硬さは出ません。
つまり、Mf点に達しない状態で焼戻しの過程に入りますので、これが硬さが十分に出せない原因になります。
この対応には、微妙な問題を含んでいます。
つまり、焼割れが生じると、損害賠償の問題がでてくる場合があるので、もしも、依頼者が希望すれば「完冷」もできるのですが、私は、そんな危険行為はやめたほうがいいと考えているので、55HRC程度の硬さで検討するようにお客様に説明していました。
つまり、無理に高い硬さを出すべきでないという意見です。
たとえ常温まで冷却したとしても、SUS440CのJISでの冷却指定は「油冷」となっているように、本来、特に焼入れ性が極端に優れる鋼種ではないので、58HRCが出るかどうかは確約できません。
この「常温まで冷やさない」というのは、できるだけリスクを避けるために取られている暗黙の熱処理方法で、割れてもいいと言えないなら、無理な硬さも要求しないのが賢明です。
できれば、事前の打ち合わせをして、納得して熱処理を依頼するようにしましょう。
このこともあって、直径が100mmを超える品物や形状が単純でないものは、割れや変形の危険性が高くなるので、あまり硬さを高くしないで55HRC以下にとどめることをお勧めしています。
大きい品物は、硬さを高くしない・・・が鉄則
もちろん、お客様の了解のもとに、硬さを確保する熱処理操作をすることもあります。
不思議に、このように了解をいただくと、割れることがないのですが、焼割れしない … という保証はありません。
以上の点から、SUS440C は、単重が1kg程度以上のものでは、56~57HRC程度の硬さが最高硬さだと考えておいたほうがいいでしょう。
代替え鋼種の検討
カスタムナイフなどで硬さがほしい場合には、入手できるのであれば、プロテリアル(旧:日立金属)さんのATS34・大同特殊鋼さんのDSR7 などの、硬さの出る鋼種を検討するのも一つの方法と書きました。
特殊な鋼種なので、適当な鋼材サイズが手に入らないかもしれませんし、基本的に、これを使う場合でも、大きな品物で硬さを上げることは考えないほうがいいでしょう。
プロテリアル(旧:日立金属)さんのATS34は、1070℃の焼入れで61HRC程度の硬さが出ます。
もちろん、その他の材料メーカーも硬さの出るステンレス鋼を販売しています。
しかしいずれも、硬さ、耐食性、価格、市場性などで一長一短がありますので、メーカーの技術サービスに相談されるか、鋼材店の特殊鋼販売士に聞くのも一つの方法です。

