最近の丸棒鋼(条鋼)は、メーカーではほとんどが連続圧延設備を用いて製造されており、その連続冷却床で空冷される工程では、品質が安定しているためにあえて「焼ならし」の必要がないということを聞くこともあるのですが、どうなのでしょうか?
焼ならしとは
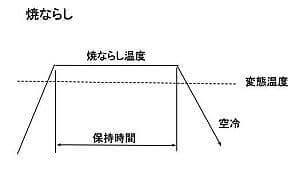 (焼ならしの熱処理操作)
(焼ならしの熱処理操作)
「焼ならし」の用語の意味は、所定の温度に加熱後、空冷することで組織を均一に微細化し、機械的性質や加工性を改善する目的で行われるものです。
これを平たく言うと、圧延や鍛造などの工程での冷却速度が不安定な状態になっておれば、「焼ならし」をすることでロット間や個体間の品質(例えば「硬さ」)のばらつきを少なくして、機械的性質や加工性が改善されるということです。
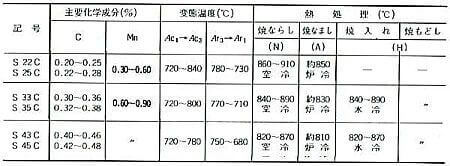

これは過去のJISデータシートにあった表で、この、機械構造用炭素鋼のS45Cを例にとって説明しますと、850℃程度の温度に加熱して、空冷すると、その硬さが、品物の全体で、167-229HB程度(ロックウェル硬さ換算で2-18HRC)になるということがわかります。
この表は、15mm程度以下の直径の小さな試験片のものです。
表の右端に、有効直径とありますが、これは、調質したときにJISに示す機械的特性が得られるサイズを表しています。
焼ならしした場合も、この程度以下の大きさ・直径であれば、品物の全体が均一になるということです。
熱間圧延丸棒鋼(条鋼)の製造
メーカーでは、これらの丸棒鋼は大径のものを除いて、連続圧延設備を用いて製造されています。
 (株)向山工場のHPより
(株)向山工場のHPより
熱処理温度よりかなり高い圧延温度(1250℃程度)から熱間圧延機で丸棒に成形されて、写真のような「冷却床」に整列され、この状態で、順次に放冷されて製品ができあがります。
圧延温度は管理されていますので、圧延時には、結晶粒が細かい「よい状態」になっていますし、1本ずつ冷却されますので、ほぼ「均一」に冷却されています。
このため、このような状態で製造された丸棒鋼(条鋼)は、「焼ならし」状態になっているとして問題ないと言えます。
もし心配であるなら、硬さを測ってみて、上記の規格値を高めに外れていないのなら、問題ないとしていい … ということです。
 (Primetals technology社のHPより)
(Primetals technology社のHPより)
一般的な冷却では、この写真で見られるように、棒鋼端部が冷えやすいので、端部の硬さが高くなる傾向があように思われますが、意外に、小さな径の品物では端部が極端に性質が違っていることもありません。
これは、JISやISO9001などの認証工場では、そのような品質差については確認されており、硬さや組織が、ある一定範囲にあることが確認されているので、このように考えていいでしょう。
そこで試しに、鋼材の冷却状態がどのように推移するのかを、パソコンを使ってシミュレーションしてみました。
棒径によって、冷却はどのようになる?
シミュレーションの条件として、10・50・100・300mm直径の3m長さの丸棒鋼を850℃に加熱して、30℃の大気を扇風機(ファン)で循環させて、1.5m部分の中心、その部分の表面、棒鋼端面の角部・・・の温度の推移を計算して図示したのが次のグラフです。
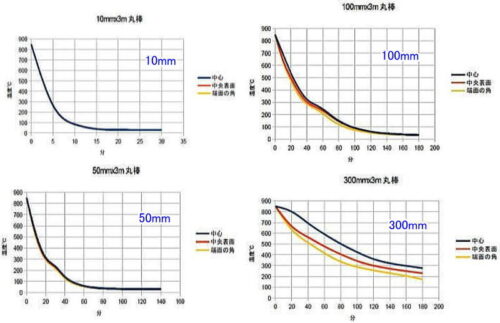
この図からみると、50mm程度以上の棒径になると、端面の角部が冷えやすくて、中央中心部がゆっくり冷えるので、硬さなどに差が出てきている様子が見えます。
そこで、700℃から350℃に冷えるまでの時間を平均冷却速度として「冷却速度」の差をシミュレーション結果でみると、次のような数字になります。

これでみると、10mmの細い棒鋼では、表面と内部の冷却速度差が若干大きいことがわかります。
この冷却速度の差の影響をみるために、次に連続冷却曲線(CCT曲線)をつかって、硬さや組織の様子が違っているかどうかを推定することができます。
S40Cのものしかグラフがなかったのですが、これで冷却速度を見てみます。
この図を上の冷却速度を当てはめると、組織は、いずれも「微細なパーライト組織」になっていることがわかります。
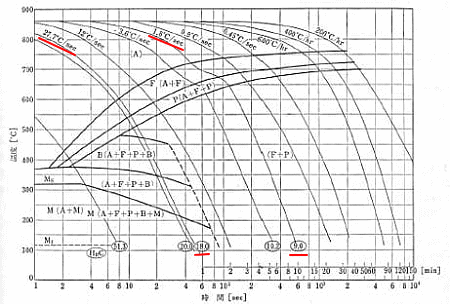
見にくい図ですが、印をつけたところの数字では、冷却速度が27.7℃/secで18.0HRCになり、1.8℃/secで9.0HRCになっていますので、このように、硬さの差が若干あるし、この冷却速度に差があると、若干、組織が違っていることがわかります。
この図では、冷却速度が速くなって、硬さが18HRCを超えていると、「ベーナイト」という組織がでてきて、急に硬さが上昇する傾向があることがこの図からわかります。
(もっとも、CCTは連続冷却曲線で、通常の熱処理では、そのような冷却ができないことで今回のような平均速度を考えていますが、厳密に言えば、両者は違うことになります)
今回シミュレーションした数値では、もっとも冷却速度差が大きい10mmの場合が、2.5℃/secの冷却速度であれば、単体内の冷却速度差もそんなに大きくないし、硬さの差は1HRC程度の差ですので、単体内の組織や硬さはほぼ均一になっていることが推定できます。
さらに、丸棒径が大きくなっても同様で、全体的に硬さが低下していくだけで、組織や硬さの差はほとんどないということがわかります。
ちなみに、上表の「S45Cの焼なまし硬さ」をみると、137-170HB(換算で3HRC以下)となっています。
「焼ならし」では、冷却速度が速いので、焼なましした時の硬さには低下しません。
一般的には、もっとも柔らかい状態にする「焼なまし」の冷却速度は30℃/Hr(0.008℃/sec)以下ですので、「焼なまし」は、このCCT曲線図には表示されていない、もっと遅い冷却速度だということです。
また、一般的に、旋盤などの機械加工をする場合に適した硬さは150-200HB程度とされていますので、完全焼なましをしても、焼ならしをしても、その機械加工目的に対しては同様の効果があると考えてもいいでしょう。
これらのことから、結論的には、温度管理された熱間圧延工程で製造された熱間圧延丸棒鋼のSC材であれば、熱間圧延状態でも、正規に焼ならしした場合と同様で、目的から言うと問題ないと考えても良さそうだ … と言えます。
余談ですが、通常、熱間連続圧延では100mm程度までの設備が多く、それ以上になると鍛造など、別の工程で丸棒鋼が製造されますので、100mm以下の棒鋼の熱間圧延状態では、改めて焼なましや焼ならしをする必要がない … と言っていいでしょう。
鋼種が変わると、硬さは変わってきます
しかし、SCMやSNCM材など、焼入れ性を高める元素を含む鋼材であれば同じ処理をして冷却速度が同じでも、硬さが異なってきます。
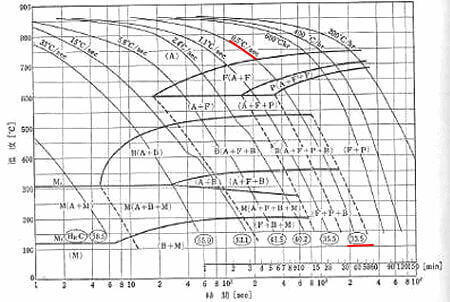 SCM440のCCT曲線
SCM440のCCT曲線
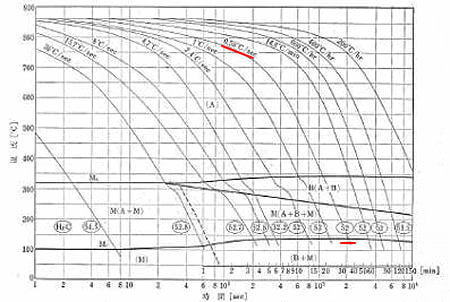 SNCM630のCCT曲線
SNCM630のCCT曲線
SCM440(旧記号SCM4)では、例えば、0.5℃/secでの硬さは35.5HRC(224HB)で、機械加工できない硬さではありません。
しかし、SNCM630(旧記号のSNCM5)では、0.58℃/secでは、52HRC(513HB)の硬さになってしまって加工はやりにくいということになってしまいます。
ノルテンという用語について
「ノルテン」は業界用語です。 Normalize and Tempering のことで、焼ならしをした後に、焼戻しをして硬さを調節する操作をいいます。
例えば、上図のSCM440の鋼材の硬さが高い場合に、熱間圧延温度が正しくて冷却速度が早い … という原因で硬さが高くなってしまっているのなら、加熱変態点を超えない700℃程度の高温の焼戻しをすることで、硬さを下げることができます。
蛇足ですが、調質(焼入焼戻し)とノルテンとの違いは?
もっとも大きい違いは、上のJISの表でもわかるのですが、「耐力(降伏点)」の違いです。 調質すると、降伏点が高くなります。
さらに、JISでの衝撃値は焼ならしには示されていないのですが、当然、衝撃値も異なり、ノルテンのほうが、調質に比べて低くなることが推定できます。
これらの違いが製品寿命や安全性などに関係するのですが、JISで示されているのは、小さな試験片でのテストですので、実際の品物になると、これらの数値とは異なってきます。
引張強さや圧縮強さは硬さで評価できます。強くしたければ硬さを上げればいいのですが、衝撃値は硬さの上昇とともに下がってきます。
これらは、製品設計をする場合に重要です。幅広い知識があると心強いでしょう。
*****
以上から、熱間圧延鋼材の端部角部と鋼材中央部の表面硬さを測定して、その硬さが機械加工できる硬さになっていれば、組織的には問題ないので、焼ならしや焼なましをする必要はないということを覚えておいてください。
私の勤めていた会社の例でも、圧延のままで組織や硬さに問題が出た例はありませんし、むしろ、連続炉による処理でないバッチ処理(1回ずつの処理)での焼ならしをすると、かえって、硬さのばらつきは多くなる場合もあるくらいです。
図が小さく見にくいのですが、この図は、日本鉄鋼協会編「鋼の熱処理」から引用していますので、詳しく知りたい方は、そちらをご覧ください。

