「JISの熱処理で」「硬さはJISで」などと熱処理依頼をする方がおられます。
これは、昭和年代の名残といってもいいものですが、これについて紹介します。
昭和のJISハンドブックは熱処理の参考書籍だった
たとえば、SC材(S45C など)で、JISG4051機械構造用炭素鋼鋼材やJISB6913鉄鋼の焼入焼戻し加工などの最新のJIS規格の内容を見ても、また、JISハンドブックの鉄鋼編や熱処理編を見ても、きっと、その熱処理がどんなものかの答えは見つけにくいと思います。
なぜなら、最新版のJIS規格では、G4051は製品の規格、B6913は、熱処理加工のための必要項目を規定しているだけで、実は、現在のJISには、熱処理についてのやり方やその結果の硬さや機械的な性質については、特に規定がないことで、それらの記述はありません。
熱処理に関する技術的な事項のほとんどについては、昭和50年頃までに確立されていました。
それらのデータ類は、平成年代の初期頃までは、JIS規格に付属する参考資料やデータシート類がたくさん作られていて、それらが、平成年代の初期頃まで、JISハンドブックなどにも掲載されていました。
そのデータ類の中に、下のような、標準的な熱処理の温度や熱処理硬さがありました。
それが、JISに規定されていると思っている方が多く、それで「JISの硬さ」などの表現が残っているのですが、現在のJIS規格票には、それらの参考資料の表などの掲載は無くなっています。
掲載されていたデータは、質量(品物の大きさ)の影響での特性低下を避けるために、小さなテストピースを用いて、慎重に作成されたものです。
貴重なデータで、熱処理の基本データですので、現在でも、熱処理書籍などにはそのデータの多くが掲載されていますし、もちろん、現在も、この内容が基本データとして生きています。
そのために、旧JIS(古い年代のJIS規格)に付属の参考資料にある「熱処理 ℃」「硬さ HB」 などの内容を、「JISの熱処理」「JIS硬さ」と言っている方もたくさんいるようです。
ただ、現在は、これらはJISから消えているので、私は、これを、「旧JISにあった熱処理条件」「旧JISの硬さ」というようにしていますが、実は現在も、これらの数字は、熱処理の基準温度であり、熱処理後の品質の基準値になっています。
この数値は小さな試験片のデータであることに注意
これらのデータは、小さな試験片を使って作成されたものですので、それを頭においておく必要があります。
つまり、品物が少し大きくなると、この温度条件で焼ならしや焼入焼戻しをしても、この表の通りになりません。
ただ、熱処理の過程で、少し熱処理条件を変えれば、大きな品物でも、この表の結果になるような熱処理もできますので、小さな試験片のデータであっても、広範な試験結果の集積された確かなデータであり、広い範囲で利用できます。
つまり、お客さんが「調質(焼入焼戻し)硬さ」などで、硬さを指定する場合でも、この小さな試験片によるデータ値でも、依頼者と加工者の双方の目安値になっていて便利です。
例えば、S45Cの調質 で、いくらの硬さの状態がいいのかということがわからなくても、表の 201から269HB の値にすることを基準に考えればいい … という便利さがあります。
一般的には、熱処理での硬さ検査は、品物の表面で行いますので、品物が少し大きくても、表面硬さがこの範囲にあればいいということであれば、加熱温度、冷却速度、焼戻し温度などを変えることで、この表中の数字にすることができるので、熱処理もやりやすくなります。
ただし、ここで問題なのは、品物が大きくなれば、当然、品物の表面と内部では、硬さも、機械的な性質も異なっていますし、機械加工後の内部の硬さなどは表面よりも低下していることを知っておく必要があります。
品物が大きい場合のデータはほとんどないので、内部と表面の違いや内部の機械的性質を理解するのはむずかしくて、かなりの熱処理や鋼材の知識が必要になるのですが、ここでは、紙面が限られるので示しませんから、旧JISのデータ類の見方だけにとどめます。
JISの熱処理とは
ちなみに、JISマークの表示許可工場では、熱処理方法や熱処理後の品質をどのようにしているかといえば、「各工場が、熱処理の基準を決めて、作業標準に沿って熱処理する」ということになっています。
だから、当然、小さな品物であれば、ほとんどこのデータ通りですし、品物が大きい場合の数字が必要なら、それを規定して、それらの規定基準類とデータによる裏付けによって熱処理が行われています。
実例で言えば、S45C の50mmの丸棒を、JISに沿った「焼ならし処理」を依頼されると、JIS規格に基づいて、社内で決めた熱処理方法で熱処理をします。
例えば、860℃で炉から取り出して、冷却台で空冷すると、155~229HBの硬さになることが社内規格で規定してあると、JISに沿った条件で作業をやって、その焼ならし後の硬さを測定すれば、その硬さに入っておれば問題ないということです。
つまり、上の表の旧JISの付属の参考資料(以降は「旧JIS」といいます)では、S45Cの焼ならし後の硬さは、167~229HB となっていますが、社内規格の低い方の硬さ許容値は、表にある旧JISの数字と違っているのですが、条件などが明示されておれば、それはそれで問題ありません。
焼入焼戻しの場合では、旧JISの表にある硬さは、201~269HB となっています。
もしも、品物が大きければ、この値を変えて規定してもいいですし、旧JISの焼戻し温度範囲内でこの硬さに出来れば、それはそれでいいということになります。
ここでもしも、旧JISの数値がないと、目安になるものがなくなるので、商取引上からいっても、旧JISの参考数字は非常に便利なものです。
しかし、上でも書いていますが、ここに大きな問題があります。
焼ならしや焼入焼戻しの出荷前の検査では、品物の表面硬さしか検査しないので、当然、熱処理依頼する側(お客様)は、品物が大きくなると、内部の硬さが低いことを知っておかないといけませんし、大きな品物を削り込んでいくと、内部の硬さはもちろん、組織や機械的性質は表面部分とは変わっています。
だから、機械設計をする場合などは、鋼材や熱処理について、理解していないといけないことになります。
ここでは、説明範囲が広くなるので、それらについては深入りしません。
SC材の熱処理のJIS
JIS規格では、様々な規格があり、鉄鋼に関しても、2冊のハンドブックに分冊されるほどです。
そこには、熱処理に関係する部分で言えば、「個々の製品に関するもの」と「加工のためのもの」があります。
製品に関するものは「鋼材の製造」の品質基準であり、「加工のため」のものは、例えば熱処理工場などに対する、「品質を担保するための規格」です。
そのために、現在のJIS規格表だけを見ても、ユーザーに役立つ熱処理の内容やデータはほとんどないと思われるでしょう。
でも、JIS規格が作成された当時には、たくさんのデータが有り、その一部が、鉄鋼や熱処理のJIS規格票に付属する参考資料として作られていて、JIS規格を補完するものでした。
そのデータが熱処理現場では現在でも残っており、それが広く使われている状況です。
これらのすべてを見ることができる刊行物は、ほとんどは廃版となっています。
大同特殊鋼さんが発行する「ハンドブック」にその多くが掲載されている以外は、次第に、見なくなっていますが、WEBでは、山陽特殊製鋼さんの技術資料など、探すと見つかるのですが、一部ので、探すのも大変です。
実際のデータの例を見てみましょう
下のような表がしばしば出てきます。 上に紹介したものと少し違いますが、現状では、特に「これが正式なもの」というものではないので、1例として見てください。
ここで、下表中の赤丸数字についての意味や考え方の説明をします。
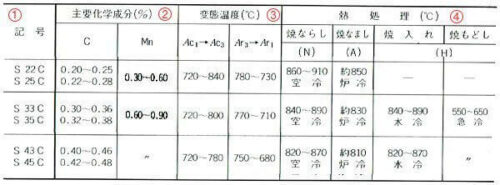
①記号 = 鋼種名
鋼種記号(=鋼種名)です。 例えばS45Cという鋼種の 「S」 は鉄鋼(Steel)を表しており、2桁の数字は、小数点以下の炭素量の中心値(代表値)です。 すなわち、S45Cは炭素量が0.45%の鋼ということです。
すべての構造用鋼がこのような表し方ではないですが、構造用鋼では、鋼種名は「分類番号」のようなもので、その成分などの一部を含んでいるのですが、これらは、必要になったときに、1つずつ覚えていくといいでしょう。
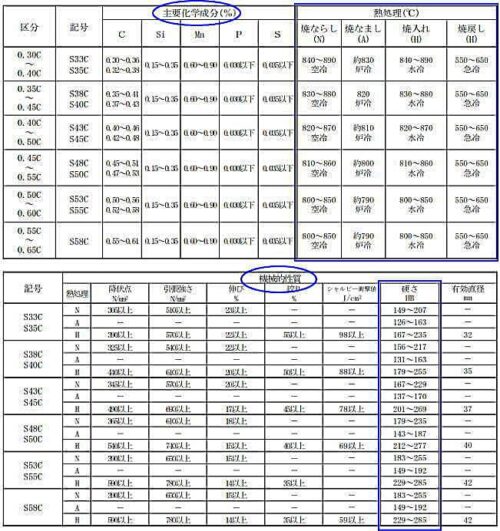
②主要化学成分
ここでは主要なC、Mn だけが示されていますが、SC材では、この2元素が、特に、熱処理の性質に大きく影響する成分ということでこれが示されています。
化学成分は、JIS鋼種であれば、JISに規定された値になっています。 溶鋼時の分析では、たくさんの成分分析が行われていますが、出荷時に発行される「ミルシート(鋼材成績表)」には、需要先(顧客)が要求しないものは記載されていない・・・ということも知っておいてください。
また、この成分のパーセントは「重量%」です。 化学で習った容量%とは異なります。
また、普通は、鉄鋼のミルシートには、 鉄Fe の%量は示されていません。 もちろん、ミルシートの成分量を合計したものの残りが鉄成分(Fe)だということでもありません。
これらの元素の情報は重要なのですが、需要者が要求しなければ、ミルシートに表示されないのですが、もちろん、JIS鋼種であれば、その成分値はJIS規格内であるので、普通は、成分値がわからなくても、熱処理での問題はありません。
有効な成分とは反対に、P、S、Cu などは不純物の情報もあります。これらの元素は、少ないほうがいい鋼材といえます。
③変態温度
やや専門的な数値です。 焼入れ(硬化)や焼なまし(軟化)などの熱処理では、変態点(組織がその上下で変わる温度)を通過させ方(温度変化)で、鋼の性質が変わります。
これらの熱処理用語については、「鉄炭素2元系平衡状態図」や各種の冷却曲線などを使って、それらを学びますが、ここでは触れません。
④熱処理
標準的な熱処理の諸元(加熱温度と冷却方法)が示されています。
ここに示された数値は、直径10mm程度以下のような「小さな試験片」を用いたものですから、これが、少し大きな品物になると、しばしば問題や勘違いを引き起こすもとになります。
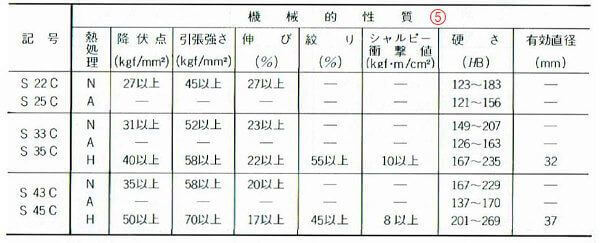
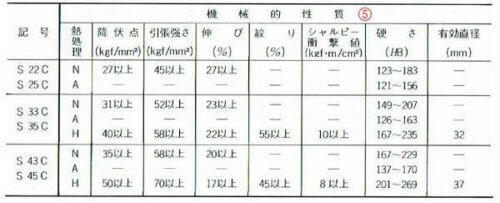
⑤機械的性質
④の条件で小さな品物を熱処理した時の引張試験、シャルピー衝撃試験、硬さ試験などの値の最低値などが示されています。
「以上」となっているものについては、もしも、これ以下になっている場合は、何らかの不適切な熱処理状態であるという推定ができます。
通常は、引張試験ではJISの4号試験片を、シャルピー試験ではJIS3号Uノッチ試験片による試験数値がよく使われます。
これもよくわからないところがあって、熱処理のテストピースに比べると大きい品物から試験片が加工されているはずということなど、試験の詳細もわからなくなっているようです。
でも、貴重なデータで、一つの目安になるデータです。
熱処理検査では、硬さの検査しかしない
現在は、JISやISOに準拠した工場では、「硬さ」についてのトレーサビリティー(国の標準に沿った硬さ値を管理する仕組み) ができていますので、硬さによってかなり正確な機械試験値や鋼材の特性値が推定ができると考えていいでしょう。
このために、近年は、通常の熱処理品で、費用のかかる引張試験などの機械試験は行われることがまれになりました。
しかし、硬さは表面の硬さしか測定できませんので、内部の機械的性質の数値は推定値になります。
さらに、熱処理する品物の大きさで、降伏点、伸び、絞り、衝撃値などが影響を受けることを知っておいて、必要な場合は機械試験をして確認する必要がありますが、何度も言いますが、その状態で、旧JISにある数値が出るということは、わからないということになります。
焼ならしと調質
JISでの記号表記は、 焼なましHA 焼ならしHNR 焼入れHQ 焼戻しHT ですが、A・N・Q・T … と簡易表記されていることも多いようです。
HAは、ほとんどが、完全焼なましHAF をした場合の値が掲載されています。
HNRは、焼ならし温度から空気中に放冷する操作が「焼ならし」で、冷却速度によって、その値が変わるのはもちろんです。(ここでは細かいことには触れません)
また、「焼入焼戻しHQ-HT」は、調質とよばれる処理についての値が掲載されています。
この調質は、焼入れ温度から上表の④に示す方法で焼入れをして、500℃以上の温度で焼戻しして、表面と内部の組織や機械的性質を均一化する処理のことをいいます。
これは、「硬くする」というよりも、破壊しにくい「ねばり強さ」を出すための熱処理です。
熱処理での硬さは「表面硬さ」しか測定しません
熱処理した品物の硬さは、品物の表面しか測定できないので、内部になるほど、軟らかくなっているのですが、どのようになっているのかは、実測するのは大変です。
しかし、ある程度の状態を推定する方法があって、ここでは詳しく説明しませんが、ジョミニ焼入れ試験の焼戻し硬さから推定する方法、CCT冷却曲線から推定する方法、熱処理シミュレーションなどによる冷却速度とともに推定する方法 … などがありますが、かなりの熱処理知識が必要になります。(もちろん、わからなくても、どうなるということでもありません)
品物が大きいと旧JISの内容と変わってくる
JISに示す熱処理方法で熱処理しても、しなものは、JISのデータで示すもの以上に大きいと、JISに書かれた状態にならないのですから、これは仕方がないことです。
これによって、「表面を少し加工すると、極端に硬さ低下した」「引張試験をしても、規格値を外れている」などでクレーム対象になるような問題が出る可能性があります。
これは、鋼材や鋼種の特性をわかっていくにつれて、「このような要求の熱処理はできない … 」ということがわかるようになってきます。
だから、このような旧JISの内容と、実際の品物の状態が違うことがわかれば、誤解や問題は起きないのですが、それを回避するために、JISでは、『熱処理の品質については「協議する」』というタテマエになっています。
つまり、事前に協議して熱処理条件を決めるようになっているのですが、協議するためには、懸念される問題点などについての見地がなければなりませんから、熱処理について、ある程度のことを知っていないと、協議することすらも大変難しいことになってしまいます。

