小さなナイフを作って、自分で焼き入れる場合に、どれくらい加熱すればいいのか … という質問を受けるのですが、注意すべきことは、酸化や脱炭が進まないように、長時間加熱をしない事が大事です。
品物が焼入れ温度になれば、すぐに冷却しても、ほとんど問題がないのですが、何か不安な感じがしますね。
ここでは、小さな品物ではなくて、一般的な内容で進めます。
一般的には低合金鋼の焼入れ保持時間は不要
つまり、熱処理的には、「低合金鋼の焼入れには、保持時間がいらない」という考え方が定着しています。
しかし、ダイス鋼などの高合金鋼では、合金元素の溶け込み時間を考慮して、適当な保持時間をとったほうがいい … という考え方が推奨されています。
これらは本当でしょうか?
これについて、小さなテストピースのようなもので実験をしたところ、本来、鋼に決められた「適正焼入れ温度範囲」は、変態を考慮して十分高い温度になっているので、「高合金鋼であっても、特に保持時間を取らなくてもいい」という結果でした。
つまり、高合金鋼でも、あえて長い保持時間をとる必要はないということのようです。
ところが、実際の操業では、その他の問題が影響したり関係したりして、簡単には「保持時間不要」とはいえないのです。
例えば、品物の形状や炉の温度分布の不均一さ(例えば、±10℃程度の許容温度差など)があるので、もしも、焼入れ可能な温度状態に品物がなっていない場合のほうが危険性が高いので、ここでは、「あえて保持時間をゼロにするのは良くない」… という考え方ですが、これについて説明をします。
加熱中の品物の昇温と保持時間について
まず、「焼入れ保持時間とは何か」… ですが、
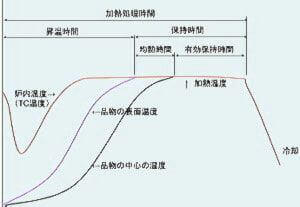
下図は加熱と保持についての時間のとらえ方を示しています。
この図は、設定した炉温に向かって、左から右に、品物の温度が上がっていく様子を示しています。
品物が大きい場合はこのような模式図になります。
通常の加熱では、(例えばφ100mmと)品物がそんなに大きくなければ、内外部がほとんど同時に昇温しますので、ここでは、均熱時間(品物内外の温度差)を無視して「品物の表面が設定した温度になってからの時間を保持時間とする」として説明します。
「熱処理のおはなし」など、熱処理について多くの書物を書かれた故・大和久重雄さんは、保持時間について、
①「JISには保持時間の規定がない」
②「調べたら、アメリカにもなかった」
③「空気炉焼入れでは、品物の表面が赤ければ、内部も赤い」
④「パーライト組織では保持0時間での焼入れで問題ない」
⑤「炭化物の溶け込みには時間が必要」
⑥「炉温900℃での昇温時間が1インチ30分なので、それと保持時間『1インチ当たり30分』を間違えたのではないか」
⑦「結局、1インチ当たり30分の保持時間というのは、迷信だ」
… というような記事を書いておられます。
ダイス鋼でも焼入れの保持時間はなくてもいい???
私が会社に在籍中に、ソルトバスを使って、ダイス鋼(SKD11や8%Cr鋼など)で、浸漬時間と組織、硬さを調べた結果では、ダイス鋼であっても、保持時間が「ゼロ」の場合でも、硬さ・組織の異常はない … という結果でした。
これは、本来、JISなどに示される焼入れ温度(焼入れのための加熱温度)は、オーステナイト化を考慮して、変態点(変態温度)よりもかなり高めで、充分な硬さが出る温度に決められているために、小さな品物であれば、従来から言われる「1インチ30分」というような、かなり長い保持時間は必要ないということです。
ダイス鋼でもこのように、特に焼入れ温度に保持する必要がないので、「低合金鋼の焼入れ保持時間は不要」というのは全く問題ない … ということになるでしょう。
しかし、これは実験室的な話ですから、実操業では、いろんな状況を考える必要があります。
(注)私の実験では、小さな品物の中心につけた熱電対の温度で判定して、熱電対のタイムラグなどは考えていませんので、厳密にいえば「保持時間=0」ではないといえるかもしれませんが、ほぼゼロでも正常な通常の組織になっているということです。
実験と実操業は違う … という話
この「保持時間はゼロでよい」という言葉ですが、注意しないといけない点は、「保持時間が不要」としていて、もしも確実に品物が昇温していない場合には問題がでます。
つまり、品物全体が焼入れ温度範囲に昇温していることが確実でないと意味をなしません。
たとえば、炉の温度分布や品物の大きさなどでの問題がでないような「小さなテストピース」ではそれでいいのですが、実際の操業では、品物の厚さの不均一や炉各部の温度も一定ではありませんので、テストピースの実験のようにはいきません。
品物の各部の温度を揃える時間が必要です。
これもあって、結局、私の会社では、構造用鋼や型鋼などでは大きな台車炉を使っていたので、低合金鋼であっても、形状による品物の各部の温度の不均一や炉の温度分布特性を考慮して、品物の大きさ1インチ当たり30分程度(Max 2時間)の時間をとっています。
もしも焼入れ時に、保持時間を短かくして、部分的に必要な温度に昇温していなければ、充分な硬さが出ないことや硬さムラを生じます。
だから、そのリスクを避けるために、保持時間はゼロにはできません。
もちろん、保持時間が長すぎると、結晶粒の粗大化による硬さ低下や残留オーステナイトの増加、大気加熱であれば酸化脱炭の進行 … などの悪影響が出てきます。
これは別の問題で、それは別に管理しなければなりません。
ただ、後で説明するように、温度の影響に比べて、時間の影響は鈍感なので、若干の保持時間をとっても悪影響は少ない と考えていいので、ある程度の保持時間をとっても、問題になることはないでしょう。
ともかく、保持時間は必要ないと言っても、ゼロにすることについては、十分に検討しないといけません。
これには、まず、適当な保持時間の標準化と定期的なレビュー(見直し)をやっていく必要があります。
次に、焼戻しの場合ですが …
焼戻しパラメータ (焼戻し温度・時間の考え方)
M=(T+273)((21.3-5.8XC%)+log t 【T=温度 t=時間】
これは構造用鋼の焼戻しパラメータ計算式の一例で、構造用鋼をある硬さにするには、温度と時間の関係が利用できる … というものです。
この式で見ると、温度の影響に対して、時間の影響は(対数的なので)少ないということです。
そのために、品物がその温度になればいいので、これも、基本的には保持時間を気にする必要はないということです。
そしてまた、色々な影響を考えて、実際の操業などでは、1~3時間程度の保持時間を取っています。
焼戻しパラメータについて、例えば、S45Cを550℃で3Hrで焼戻ししたものと同じ硬さにするために540℃で焼戻す場合をこの式に当てはめると、 (550+273)((21.3-5.8×0.45)+log3=(540+273)((21.3-5.8X0.45))logXで、このXを計算すると、5.16Hrになります。
つまり、この例では、10℃焼戻し温度を下げると2倍近い焼戻し時間が必要であるということがわかります。
「焼き戻しして得られる硬さは、時間と温度の関数」で、この例は温度を下げたときの例ですが、逆に、温度を上げて時間を短縮しようという方法も考えられます。 もちろんこれもOKですが、少し危険な感じがします。
実際の操業でも、温度を下げて、時間を長めにとって、品物の硬さを揃える操作は常に行っています。
先程もでてきたように、加熱中には、品物の温度勾配があるし、品物の大きさの影響もあるので、その温度時間条件を決めるのは難しいのですが、焼戻しパラメータの考え方を知っておくと何かの役に立つでしょう。
また、直接に目的の焼戻し温度に上げないで、低い温度で品物を均一温度にする「予熱」によって、できるだけ品物各部の昇温時間差を少なくして、硬さむらを少なくする対策が行われますし、ソルトバスを使って、部分焼戻しをする場合には、かなり高い温度に短時間浸漬する処理をして、必要以外の部分の硬さを低下させないことなども実際に行われています。
もちろん、短時間の高温焼戻しは、計算通りにいかないので、試行錯誤(予備実験)をして条件を決めないとうまくいきませんが、こういう方法を知っていると、熱処理の応用範囲が広くなります。
これらの熱処理操作は、「焼戻しパラメーターの考え方を利用すると、そのようなことができる」… という一例だと考えておいてください。
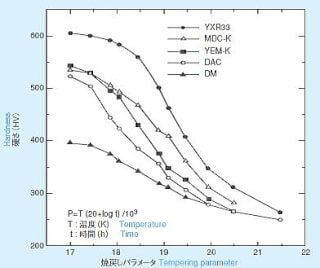
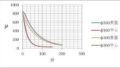
上図は工具鋼についてのプロテリアル(旧:日立金属)さんの焼戻しパラメーターの資料です。
この図は、P=T×(20+log t)×1000で求めたパラメータPと硬さの関係を図示していますが、もちろん、実際にこの図を使うためには、条件を決めて適用しないといけないので、ここでは、こういうものがあるという紹介にとどめます。
焼戻しパラメータの考え方で、実際行うやり方として、ダイス鋼の長尺品などの大きな品物では、高温焼戻しをして品物の硬さを均一にする作業では、端部の硬さが低下しやすいのですが、この場合は、焼戻しの2段階の温度加熱をしたり、あえて低い温度で、長時間かけて焼戻しをする・・・などの作業のやり方をとっています。