構造用鋼では1回の焼戻しをするだけで問題ないのに、なぜ工具鋼では2回以上の焼戻しが必要なのでしょうか … という疑問を持っている方も多いと思います。
この説明は、すこし専門的になりますが、熱処理関係者の中でも、間違った考え方をしておられる方もいますので、理由もあわせて、これについて考えていきましょう。
焼戻しの目的
低合金鋼では、焼戻しはマルテンサイトという焼入れ組織は、焼戻しの加熱で組織が変化して、硬さも低下(機械的性質の変化)していきます。
これによって、鋼の硬さなどの「強さ」が低下して、じん性などの「粘り強さ」が向上して、強靭な鋼になるのですが、これが焼戻しをする目的です。
この場合の焼戻しでは、その温度によって、4つの段階を経る … と説明されます。
これについては、こちらの焼戻しの解説に書いていますので、ここでは割愛しますが、例えば、多くの低炭素低合金鋼で250℃以下の低温域で焼戻しする鋼や、構造用鋼などで500℃以上で「調質」する場合も、熱処理教科書的には、焼戻しは1回であっても問題はありません。
構造用鋼などで行われる「調質」は500℃以上で焼戻しされますが、2次硬化もありませんし、基本的には、残留オーステナイトが分解する温度以上になっていますので、1回の焼戻しでいい … ということになります。
実際に問題にしなくてはならないのは、①残留オーステナイトの多い、低温焼戻しをする鋼種の場合 ②高温焼戻しで2次硬化する鋼種の場合 です。
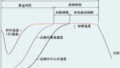
問題になるのは、残留応力の「いたずら」
鋼が硬くなるのは、(品物内部の)応力が高くなるということです。
そして、応力の変化が生じるのは、主に、組織変化が起きることで生じる体積変化が生じているということで、これに伴う内部の応力変化で、変形や割れなどの他、強度変化などが起こります。
これはもちろん、どんな鋼種でも、焼戻し温度を上げるにつれて組織変化は起きていますので、体積変化が最も問題になるのは 残留オーステナイト の挙動が関係する鋼種です。
この残留オーステナイトについては、 ①焼入れ状態が完了していないで残っているものと、 ②400℃程度までの焼戻しで「安定化」して残っているもの を分けて考え、さらに、 ③それ以上の温度で「分解」していくこと 、又は、 ④分解したものの後処理をしなければならないこと … についても、考える必要があります。
これは、専門的な内容で、説明も長くなるので、ここでは説明しませんが、構造用鋼や、低合金工具鋼などは、硬い硬さ(すなわち、焼戻し温度が概ね250℃以下のもの)と、低い硬さ(すなわち、500℃以上の焼戻し温度で、調質のような目的)にして使用される場合があり、これらの鋼種は、本来は、焼入れ時の残留オーステナイト量は少ないので、「焼戻しは1回でよい」ということに帰着します。
もちろん、やや例外的なものでは、肉厚か不均一な品物で、硬さや熱処理効果を均一にするために、2回の焼戻しをする場合があります。
これは、2回の焼戻しでなく、長時間の焼戻しを1回行う … という方法もありますので、基本的には1回の焼戻しだと考えていいでしょう。
問題が生じるのは、焼入れした状態で、多くのオーステナイトが変態せずに残ってしまう「高合金工具鋼」の場合です。
例えば、冷間工具鋼の標準的な鋼種の SKD11系統や、高速度鋼の多くは、焼入れ直後には、20%以上の多量の「残留オーステナイト」が残った状態になっています。
さらに、実際の熱処理では、少し大きな品物では、焼割れの危険性が高いので、常温近くまで冷却せずに焼戻し工程に進みますので、50%近くの残留オーステナイトが残っていることもあります。
つまり、実際の品物の熱処理では、テストピースなどで実験したような、充分な焼入れ状態になっていないのです。
この残留オーステナイトは、250℃程度の焼戻しでは分解しないで、「安定化(そのまま残る)」するものと、焼戻し後の冷却時に、その一部が変態する場合があります。
この「焼戻しの冷却で変化すること」が問題です。
テストピースのような小さな品物の焼入れでは、データシートにあるように、焼入れでは常温まで冷やすのが通例なので、焼戻し後には、ほとんど、焼入れ硬化しないのですが、実際の熱処理では「焼入れは常温まで冷やさないのが通例」ですので、極端に言えば、1回目の焼戻しのときに、残留オーステナイトの一部が焼入れ組織に変わる・・・という変化が起こります。
そうなると、焼戻しで変化した部分の組織部分は、もう一度、焼戻しする必要がありますから、このために2回の焼戻しをする必要があります。
このような説明は、熱処理作業の特殊な例ですので、通常の書籍では説明されていないので、注意が必要です。
残留オーステナイトは、焼戻しによって「安定化」しますが、それは永久的に安定であるとはいえません。
時間がたったり、品物の温度が上がったり、大きな力が加わって、品物が変形したりすると、多少は組織変化して、それが、早期破損や、時効割れ(時間がたって品物が破壊する)などの原因になります。
この点について、標準熱処理データと実際の熱処理操作との違いが説明されないために、多くの専門家も誤解しているところですが、「実際の熱処理は、教科書どおりにはできない(またはやらない) … 」ということを知らないと、「工具鋼の低温焼戻しは1回で問題ない」という意見が出てくることになります。
私が会社に在籍中に、「1回の焼戻しでいいので、熱処理価格を下げてほしい」という顧客からの要求をよく聞いたのですが、難しい説明をしても、ほとんど理解してもらえないことが多かったのですが、「焼戻しを2回することで、均一な組織になり、残留応力も平均化されます … 」という説明をして渋々納得してもらっていました。
高速度工具鋼や熱間ダイス鋼などの、高温特性が必要な品物では、高温焼戻し(2次硬さが出る鋼種に500℃以上の焼戻しで所定の硬さを得る焼戻し)をしますが、これも同様に、1回目の焼戻しによって、不安定な組織が残るので、必ず、2回の焼戻しが必要です。
さらに、CoやWの多い鋼種などで、熱伝導の悪い鋼種や、高級鋼でも焼入れ性が低い鋼種は、均一な焼戻し組織を得るために、3回の焼戻しをしたほうがいい鋼種もあります。
熱処理費用が安いほうがいいのか、工具が長持ちするのがいいのか … は時と場合によって変わりますが、ともかく、工具鋼においては、熱処理的に「焼戻しは最低2回」と考えておくのがいいでしょう。
残留オーステナイトは思っている以上に「曲者」
残留オーステナイトは、焼戻し以外に、時間とともに分解したり(時効変形)、強い負荷や変形を受けると分解します。(これで生じたものを、加工誘起マルテンサイトと呼ぶ場合もあります)
残留オーステナイトは、それを無くする(残留オーステナイトの消失)か、その影響を少なくする(残留オーステナイトの安定化)ために、しっかりと焼戻しをすることが基本です。
航空機部品のベアリング部品を熱処理では、3回の焼戻しと2回のサブゼロでを行って、残留オーステナイトを極力抑える工程をとっているという熱処理をしているものもあるのですが、それでも、残留オーステナイトはゼロにはなりません。
それくらい、時間と費用をかけても、できるだけ、残留オーステナイトを除去しておかないと、経年変化での破損等があっては大変です。
たまに文献で、「SKD11をサブゼロをして残留オーステナイトをなくします」などと平気に書いてある記事があります。
しかし、特に、高合金鋼の残留オーステナイトは、そんな簡単に消えてくれるものではありません。
また、残留オーステナイトは10%程度まではじん性向上に寄与する … とされていますが、それは、シャルピー衝撃試験などの結果だけの話です。
特に高負荷の工具や部品では、使用中に残留オーステナイトが組織変化して、思わぬ問題が生じますので、長寿命と高品質を考えるなら、残留オーステナイトを減らすことに慎重になりすぎることはないと考えています。
****************以下は、参考程度に。
本の知識と実際は違う・・・
熱処理試験データは小さな試験片を用いたものなので、実際の品物になると、その熱処理結果はかなり変わってきます。
ここでは、焼入れ冷却中の品物の各部の冷え方に違いがあることを、シミュレーションしたグラフを見ながらイメージしてみましょう。
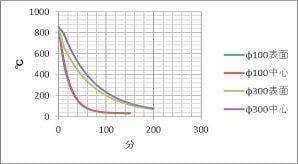
下のグラフはシミュレーションソフトを利用して、焼入れ硬化しない材料を、850℃からファンを用いて冷却したときのφ100とφ300の鋼材の表面と中心の温度を計算したものです。(冷却過程を見るだけのもので、荒っぽい条件で計算していますが)品物が大きくなると、冷却中の品物内外の温度差は広がっていく様子を示しています。
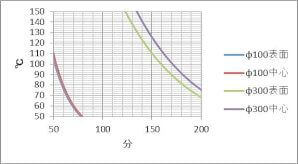
右の詳細図は、100℃を切った時の品物内外の温度差を示しています。
φ100では、ほとんど表面も中心部も同じように冷却されていきますが、品物が大きくなると、はっきりと表面と中心部では温度差(冷却時間差)が出ているのがわかります。
たとえば、冷間工具鋼として多く用いられる SKD11 のMs点 は約200℃前後ですが、Ms温度以下で冷却中の、マルテンサイト変態にかかっている状態の温度域では、鋼は非常に不安定な状態で、品物各部が不均一に、マルテンサイト化(焼入れ硬化)が進行している状態と言えます。
さらに、熱処理の実際の作業では、焼割れや変形防止のために、焼入れ時に常温まで冷却しないで、100℃程度にならないうちに焼戻し工程に移行します。
もちろん、お客様が割れてもいいので、しっかり冷却してほしい … という指示があれば別ですが、普通は、焼割れが起こらないように、若干の品質低下には目をつぶって、品物を焼き割れしない処理をします。
そうすると、常温まで冷却したデータシートにあるよりも、もっと多量の「残留オーステナイト」がさらに残る状態になっています。
だから、300℃以下の低温焼戻しであっても、焼戻しで焼入れ組織になった部分とその他の残留オーステナイトをさらに安定化させるために、必ず2回の焼戻しが必要といえることも理解いただけるでしょう。