前のページと重複するところもありますが、通読していただくことで熱処理の全体像を理解していただけるように考えて書いていますことをご了承ください。
工具鋼の焼戻しのタイプ
工具鋼の焼戻しでの硬さ変化は、大きく分けて、2次硬化をするかしないかで考えるのがいいでしょう。
左は高炭素低合金工具鋼の例で、これは、焼戻し温度とともに硬さが低下していくタイプです。
また、右は、「2次硬化」がある鋼種の例ですが、このなかでも、200℃の低温側と、500℃の高温側で、低温側のほうが硬さが高いかどうかで、焼戻し温度の取り方が変わります。
この、2次硬化するタイプは、SKD・SKHに分類される、高合金タイプの鋼種で、500℃程度までの焼戻しで、そんなに硬さが低下しないか、この図のように、500℃付近で硬さの再上昇があるタイプ … という見方もできます。
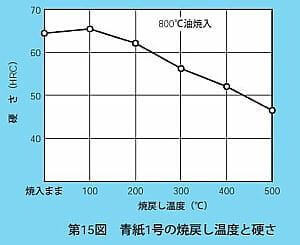
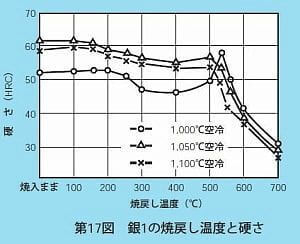
この図は、プロテリアル(旧:日立金属)さんの刃物用鋼のカタログのものです。
左の「青紙1号」は低合金鋼で、右の「銀1」は16%Crの高合金鋼です。
右の図で、500℃付近で硬さが上昇しているのが「2次硬化」と呼ばれる再硬化です。
2次硬化は、Cr・W・Mo・Vなどの炭化物を形成する元素を多く含む合金鋼において、これらが炭化物として記事中に微細に析出し、それが成長する過程として説明されています。 これは「析出硬化」という仕組みです。
「銀1」の1100℃焼入れや、非常に合金量の多い高速度工具鋼(ハイス)では、しばしば、焼入れ硬さ(焼き戻ししていない硬さ)よりも、550℃程度の焼戻し硬さのほうが高い鋼種もたくさんあります。
これは、焼入れたままでは、残留オーステナイトが多いために、その影響で、硬さは低いのですが、それを高温の焼戻しをすることによって、オーステナイトの分解や炭化物の析出によって2次硬化が生じて、硬さが上昇するためです。
基本的には、高い硬さが出る温度で焼戻しすると考えて、2次硬さのほうが低温焼戻しの硬さより高い場合は、2次硬さの最高硬さ(これはしばしば、「ピーク硬さ」と呼ばれます)以上の温度で戻す … というように考えておけば無難です。
2次硬化する鋼種(下に示すSKD11もそうですが)では、同じ硬さでも、焼戻し温度によって性質が変わることから、300℃程度以下を「低温焼戻し」、500℃程度以上を「高温焼戻し」と呼んで区別する場合があります。
(低温焼戻しを1次戻し、高温焼戻しを2次戻しという人もいますが、低温焼戻し・高温焼戻しと呼ぶほうが、温度をイメージしやすい感じなので、1次・2次といわない方がわかりやすいでしょう)
もちろん、それらの温度で、機械的な性質や材料特性も変わってきます。
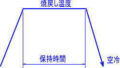
冷間で用いる工具部品は、200℃前後の焼戻し
2次硬化する高速度工具鋼は、耐熱用途が基本であるために、500℃以上の高温焼戻しが基本です。
しかし、多くの冷間で使用する工具部品類では、2次硬化をするかしないにかかわらず、2次硬さは低温焼戻しの硬さより低いものが多いので、200℃前後の焼戻しをして使用する場合がほとんどです。
さらに、低温焼戻しでは、①高い硬さが得られること ②品物全体の硬さのばらつきが少ないこと と、200℃前後の焼戻しで、シャルピー衝撃値が高い状態になる鋼種が多いので、一般的には低温焼戻しが採用されます。
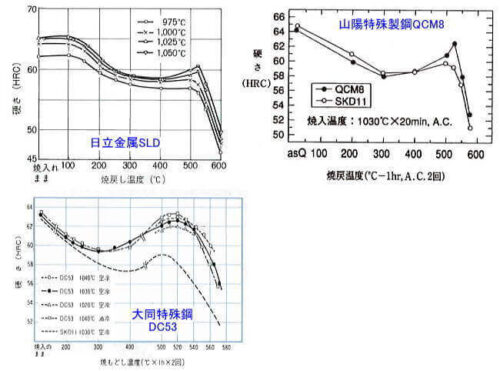
例えば、冷間工具鋼の代表的な鋼種のSKD11では、高温焼戻しの最高硬さが58HRC程度で、衝撃値も低いので、耐熱用途や硬さを58HRCいかに下げる場合を除いては、高温焼戻しをして使用することが少ないのですが(下のSLDを参照)、近年、使用量が増した8%Cr系の冷間工具鋼(大同特殊鋼のDC53や山陽特殊製鋼のQCM8などは、高温焼戻し硬さが高いのを利用して、高温特性や高い硬さによる、耐摩耗性が良好な工具用途に使用されます。
耐摩耗性の大小や強さ(例えば引張強さなど)は硬さと相関があります。
そこで通常は、硬さを基準にして製品の仕様を考えますが、焼戻し温度によって機械的性質は大きく異なるものが多いので、細かい特性を考えようとすると、技術資料などで確認する必要があります。
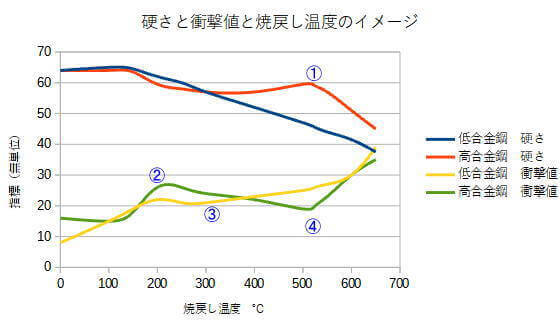
一般的な高炭素鋼の硬さとじん性値の傾向としては下図のようになります。
低合金鋼では、焼戻し温度が高くなるにつれて衝撃値が上がってくる傾向になりますし、高合金鋼で2次硬さが出る鋼種では、硬さとじん性値は逆の関係になるものの、残留オーステナイトのショックアブソーバーの効果で、低温焼戻しのほうがじん性を表す試験結果に優れるものが多いようです。
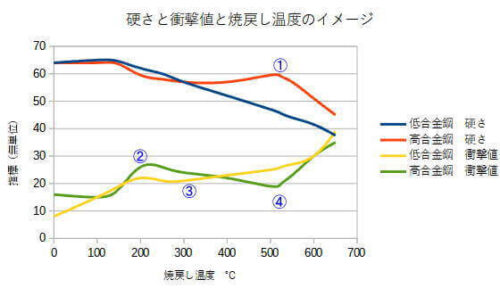
若干の説明を加えると、①は高合金鋼の2次硬化で、④のように、最高硬さ付近では衝撃値が低下しています。
また、高合金鋼も低合金鋼も、200℃前後で衝撃値の上昇があり、②のように、高合金鋼では、焼戻しマルテンサイトになって衝撃値が回復するのに加えて、残留オーステナイトが安定化して、シャルピー値などの衝撃値は高くなります。
低合金鋼では、③のように、低温焼戻し脆性などの影響もあって、衝撃値は低下する場合も多いのですが、高耐摩工具などでは、あえて硬さを下げて使う場合がないので、それが特に問題になることは少ないでしょう。
このような一般的な傾向で、冷間工具用には、一般的には200℃前後の焼戻しをして、高い硬さの状態で用いられることが多いのですが、使用中の外力や摩擦による残留オーステナイトの分解による影響や高温特性に優れること … などの特殊な用途や理由で、硬さや衝撃値が低くても、高温焼戻しをして使われる場合もあります。
ダイス鋼では、高温焼戻しをして得られる硬さは、低温焼戻しに比べて低い鋼種が多いですし、高温焼戻しでは、少しの温度の違いで、硬さが大きく変わるなどの熱処理の難しさがあるので、通常は、耐熱用途を考えない場合は、低温焼戻しをすることで考えておけばいいでしょう。
熱間工具鋼などを熱間用途で使う場合には、できるだけ高い温度で焼戻しをして、その時の硬さが低下しにくい(高温強度の高い)鋼種が良い鋼種とされ、炭素量も0.5%以下のものが主流です。(このため、最高硬さも、冷間工具鋼よりも低いです)
最近の金型用鋼では、目的別では、冷間用途よりも、温間・熱間用の鍛造型鋼、アルミダイキャストやプラスチック金型用鋼での需要が多く、鋼種も広範囲で、SKT(鍛造用型鋼)、SKD(ダイス鋼)、ステンレス系などのほかに、プリハードン鋼と呼ばれる、熱処理済みで熱処理後の加工だけで使用できる鋼や、時効処理鋼、マトリックスハイスなどの鋼種もたくさん使用されています。
SKD61系統の鋼種が基本で、金型などの工具の温度が焼戻し温度以上に上がると、金型の硬さは低下するので、硬さは45HRC以下使う場合が多く、耐ヒートチェック性や高温強度の他に、機械加工性なども重視されます。また、SKD61の最高硬さは、55HRC程度ですが、非常にじん性が高いので、耐衝撃用の冷間用途での使用も多いです。
高炭素高合金鋼の低温焼戻しは、できるだけ2回行う
少し専門的な内容ですが、高炭素鋼合金鋼などでは、通常1回でいい焼戻しですが、それが、下図のように、実際の熱処理では、鋼種によって、2回の焼戻しをしないといけない場合が出てきます。
これは、前にも述べたように、焼割れや強度の変形を避けるために、焼入れ冷却で、品物の温度が100℃を切らない時点で、焼戻しに入る場合が多いためで、このような焼入れ処理のやり方は、教科書にはありませんから、焼戻し時の配慮が必要になります。
このような処置は、小さな試験片で、焼入れ後に、完全に常温(概ね20℃程度)まで冷却する場合は、2次硬さのでない、残留オーステナイトがほとんどない鋼種であれば、焼戻しは1回で問題ありません。
要するに、Mf点(焼入れ完了温度)が150℃以下の鋼では、焼入れが十分に完了していないために、焼戻し時に、いくらかの部分が焼入れ状態になるので、2回の焼戻しをします。
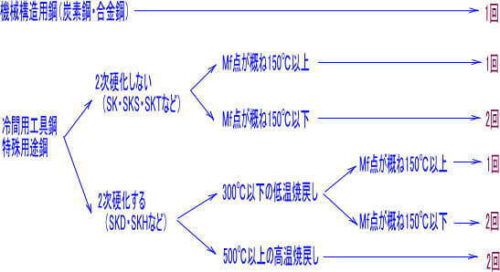
単純な形状の品物や、熱処理試験片のような小さな品物では、「低温焼戻しは1回」で問題はありませんし、550℃以上の温度でに焼戻しする構造用鋼や、0.5%程度以下の低合金鋼で、ほとんど、焼入れ時に残留オーステナイトが生成しない鋼種は、焼戻しは1回で、ほとんど問題はありません。
問題になるのは、少し大きな品物や複雑な型材などで、焼入れ冷却中は、表面と内部では「冷え方」が違うので、焼入れ変態(マルテンサイト変態)を始めてからの温度差が、変形や焼割れの原因にならないように、その対策として、油からの引き上げを早めたり、風量を調節するなどで冷却速度を遅くして、各部の温度を均一化をするなどの対策をするのですが、さらに、大きな変形や、焼割れが出ないように、室温まで冷却しないで、100℃~150℃程度で焼戻し作業に入るのが通常の熱処理作業です。
このような作業をすることで問題になるのが、①焼入れ状態での残留オーステナイト量が増えること と、②マルテンサイト変態の完了温度のMf点以上の温度から、焼戻し工程に移ってしまうことです。
これは、教科書で言うと、正しい熱処理ではありませんが、割れや極端な変形を避けるために、通常行われている熱処理のやり方です。
このような作業で問題になりそうな鋼種は、焼入れしたときの残留オーステナイトが多く、Mf点が低い、SKDなどに分類される高Cr鋼や高合金鋼で、特に、高い硬さを必要とするために、200℃程度の焼戻しで使用する鋼種の場合は注意が必要です。
通常の低温焼戻し温度の180~200℃の焼戻しでは、常温まで冷却したときには、ある程度の残留オーステナイトは安定化しているか、または、いくらかの焼入れ時の残留オーステナイトは、マルテンサイトやベイナイトなどに変化して「硬化」します。
つまり、この焼入れ状態の部分を焼戻しする必要があるので、低温焼戻しであっても、高炭素鋼は2回の焼入れが必要になります。
この考え方に異論を持つ方もいたのですが、私の会社では、先輩から、残留オーステナイトの安定化と焼戻しによる強さ上昇のために、低温焼戻しであっても、2回の焼戻しをずっと通してきましたし、それが標準熱処理を標準的におこなってきました。
しかし、「2回は不要、熱処理価格を下げろ・・・」という要求をするお客さんもいましたので、その方には、仕方無しに「1回の焼戻し」で出荷していたのですが、SKD11を例にすると、たとえ、完全に常温まで焼入れ冷却をしても、25%以上の残留オーステナイトがあるのですから、少なくとも「残留オーステナイトの安定化」のために、1回よりも2回 … と、確実に焼戻ししたほうがいいと考えていますが、どうでしょうか。
以上とは違う考え方で、残留オーステナイトの分解やそれに伴う応力緩和のために、鋼材メーカーの指示で「3度の焼戻しが必要だ」という鋼種もあります。
焼戻しに関係する「低温焼戻し脆性」
300-400℃の焼戻しでは「低温焼戻し脆性(ぜいせい)」と呼ばれる現象が見られる鋼種があります。
(参考)別の用語で、低温脆性という熱処理用語があります。これは、鉄鋼が常温以下の低温で衝撃値が減少するもので、これとは違ので注意しましょう。(後のページで説明しています)
焼戻し脆性とは、ある温度域で焼戻しすると、耐衝撃性(シャルピー衝撃値など)が急激に低下することをいいますが、磨いた鋼を、空気中で250℃から350℃に加熱すると青色などに着色しますので、青熱脆性ともいいます。
この温度で衝撃値が低下してもろくなる鋼種が多くなることから、この温度域で生ずる衝撃値の低下する性質をが「低温焼戻し脆性」と言います。
もっとも、じん性の低下はこの温度では現れないで、もっと高い300℃以上の温度で現れるものも多いようです。
これらの脆性への対処については、じん性の要素があまり必要なく、硬さを重視する場合はこれを無視して焼戻しされる場合も多いのですが、一般的にはこの温度帯(300-400℃付近での焼戻しを避け、さらに、焼戻しの冷却は、その温度区間は急冷することなど … が推奨されています。
低温焼戻し脆性のもう一つの温度域として、2次硬化する高合金鋼では300~500℃で残留オーステナイトの分解、炭化物の析出段階の温度域についても、焼戻しを避ける必要があります。
幸いなことに、脆性域以上の(脆化しない)温度域で焼戻ししたものを、再度、脆性温度帯で焼戻ししても、衝撃値が低くなることはないことが報告されています。
このことから、低温焼戻しによって脆化する原因は、残留オーステナイトが分解してベーナイトなどに変化したことによる … とされています。
実際の熱処理では、これらの温度で焼き戻しすることはほとんどないこともあって、近年は、焼戻しをする際でも、この脆性のことを意識しない場合が多くなっています。
さらにいえば、これら脆性の研究報告は昭和40年代のものが多く、当時と違って、近年の鋼材は、脱ガスなどの優れた製鋼技術が採用されていることもあって、昭和当時の鋼材に比べると、偏析や介在物の品位などの鋼材品質は格段に良くなっていますので、現状は、脆性については、あるのかどうなのかも、はっきりわかりません。
しかし、わからないと言っても、「危うきは避ける」ほうが良いので、「300~400℃の焼戻しはしない。また、その間の温度は急冷する」 … ということで考えておくのが無難でしょう。
ただ、工具鋼については、この温度域のじん性低下についてはあまり論じられていないことも確かです。
考えられる理由としては、あまりこの温度域で焼き戻しする硬さが使われないからかもしれませんし、反対に、高合金鋼などの一部には、残留オーステナイトの影響でシャルピー衝撃値が上昇する鋼種もあるので、カタログなどで、衝撃値の推移を見て、じん性が低下する「温度-硬さ域」があれば、その温度を避けることで対処するとよいでしょう。
変形の矯正について
矯正とは、熱処理中に発生した曲がりや変形をプレスなどで修正する操作です。 ただ、高い硬さの品物の矯正(曲がり取り)を、冷間で行うのは危険です。
矯正の方法としては、プレスなどで押圧したり、タガネやハンマリングで、反りを与える方法があります。 さらに、加熱を併用して行うなどで、熟練がいる作業です。
経験的にいうと、350HB(50HS)程度以上になると、冷間で外力を加える矯正では、品物が折損する危険性があるので、冷間で、プレスなどで矯正できる品物の硬さは、350HB以下の硬さに限定されます。
そのために、硬さの高いものを矯正するのは、焼入れ冷却時の、鋼が硬化していない時点(Ms点以上の温度)に行うか、または、焼入れ後の1回目の焼戻し時の加熱時を利用して、治具などを用いて矯正します。
高い硬さが必要な冷間用工具では、180℃程度の焼戻しの品物も多いので、これでは矯正できる可能性も低いので、硬さを犠牲にして、温度を上げて矯正しなくてはならない場合も出てきます。
低温焼戻しの高硬さの品物では、量産品であれば、変形する傾向が掴めていれば、専用の矯正装置を設置して、焼入れ硬化前のMs点にかかる前の温度で行うことが行われていますが、少量品や単品では、それは無理なので、矯正ができるタイミングは、焼入れ中ではなく、1回目の焼戻し時に行うか、焼戻し完了後に行うことになります。
焼戻し時の矯正では、焼戻しに伴う温度による、硬さや組織変化を利用して、プレスや金型で徐々に力を加えて拘束するのですが、治具に品物をセットして、温度を上げながらボルトで絞め上げて外力を加える方法が多くおこなわれています。
さらに、場合によっては、それらのプレスや治具の矯正中に、バーナーを用いて、部分的に熱を加えたり、そこを急冷して、熱応力を利用した矯正なども行うことがあります。
しかし、低温焼戻しの高い硬さの品物は、硬さを低下させないで矯正できることは難しい事に加えて、後工程の研磨作業中に変形が再現することもあって、熱処理時の変形による問題は、昔から今にかけても、なくなっていません。
「歪の少ない熱処理」というPRも聞きますが、(→こちらの変形の記事にも紹介していますが)本来は、熱処理で硬化させれば、熱と変態によって、当然変形しますので、変形対策が、熱処理品質に影響しなければいいのですが、何かが犠牲になっている可能性は否めません。
もちろん、リピート品や量産品では対策は考えやすいのですが、単発品では、研磨時の仕上げしろを増やすなどの対策に頼っているのが実情です。
余談ですが、私の勤めていた第一鋼業では、昭和年代には、せん断刃物の長尺品を、焼入硬化させる冷却過程の300-400℃でプレス矯正をする方法が通常行われていました。
このような、人手で行う矯正作業は熟練仕事なので、危険回避と技能者の減少で次第に行われなくなり、現状では、1回目の焼戻し時に、治具を用いて締め付けて焼戻しをすることで矯正する作業に変わっています。
ただ、硬さの高い品物の矯正作業は非常に危険で難しく、焼入れの過程で治具に取り付けて締め上げるなどの特殊作業ですし、連続作業ができないので、それだけを別工程で行う必要があったり、矯正する費用もかさむので、矯正作業は敬遠されがちです。
焼割れ・焼ひずみの対策
焼入れで生じるマルテンサイトは、オーステナイトに比べて比体積が大きいので、単純な形状のもの以外は、変形が生じるのは当然で、焼入れをして変形しないほうが特殊といえます。
さらに、焼入れすると体積膨張して「焼き割れ」「焼曲り」などが発生しやすくなります。
このために、焼き入れたままで長時間放置しないようにして、焼入作業に引き続いて、焼戻し作業に入らなければなりません。
焼入れ時に生じたマルテンサイトなどの焼入れ組織は、温度的に不安定な状態で、品物の内部は不均一な応力が加わっている状態になっていますから、(何回も書いているように)焼入れしてから、室温中に放置しないで、できるだけ早く「焼戻し」作業に入る必要があります。
高温焼戻しと低温焼戻し … どちらがいい?
2次硬さの出る鋼種で、「同じ硬さになる場合には、どちらの焼戻しが良いですか?」という質問はしばしば受けることがあります。 例えば、SKD11で300℃の焼戻しがいいか515℃の焼戻しがいいか … と言うような内容です。
鋼種ごとの熱処理特性や焼戻し温度と機械的性質などのグラフがあれば、それを見ながら検討すればいいのですが、比較できるデータは多くありません。
一般的には、低温焼戻しのほうが熱処理費用も安いし、製品の変形も小さい傾向にあります。
また、カタログなどにある、機械的性質のじん性値は、低温焼戻しのほうが優れています。
このことから、常温で使用する工具については、低温焼戻しを基本にすれば問題ないと考えられます。
ただ、全てはそれでいいということではありません。
鉄鋼せん断用の刃物の例で言うと、薄板せん断用などの軽負荷の刃物は硬さが必要なものが多いために低温焼戻しが基本ですが、負荷のかかる中厚板せん断用刃物は、せん断時の熱の影響を少なくするために、高温焼戻しを基本にしています。
負荷のかかる刃物は、じん性が要求されるので、自然に、硬さ自体も低くすることになるので、それに合わせてじん性の高い鋼種に変えるなどで対策します。
さらに、高温焼戻しをしておけば、せん断により発生した熱(摩擦熱)が焼戻し効果として作用して、硬さの低下による寿命短縮に結びつきにくいことや、刃先の微小変形によって生じると考えられる「加工誘起マルテンサイト」の発生を抑えるという理由、さらに、矯正をする場合に高温焼戻しのほうがやりやすいということなどもあって、高温焼戻しをするのが基本になっています。
もちろん、見かけのじん性値は高温焼戻しのほうが低い場合も多いのですが、これについても、じん性値が重要になれば、鋼種変更を優先しています。
つまり、それほどに使用中の摩擦熱の影響が大きいと受け取っていますので、熱処理の手間も格段に煩雑になるのは仕方がないようです。