熱処理用語には、「焼入れ」のほかに、よく似たまぎらわしい言葉が出てきます。
熱処理方法の「焼戻し」「焼なまし」「焼ならし」「焼入焼戻し」… などは紛らわしいですね。
そして、この表記ですが、通常のパソコンの文字変換では、このように変換されないかもしれません。
そして、見慣れない表記のしかたですね。
これらのJISの用語は、JISが制定される前に、熱処理工業会の団体規格で決められたものが継承されて残っていて、この表記になっていますので、これに慣れていただくしかないのですが、この記事の文章もパソコンで書いているので、間違って変換されてそのままになっているかもしれません。
混同しやすい用語は、徐々に慣れて覚えていってください。
1)焼入れ : 鋼を硬くする操作。(加工記号はHQ:クエンチ)
2)焼戻し : 焼入れした後で、硬さを下げたり、強靭性を増す操作。
(同 HT:テンパー)
3)焼なまし :鋼をやわらかくしたり、応力を除去する操作。
(同 HA:アニーリング)
4)焼ならし : 組織や硬さを均一にする操作。
(同 HNR:ノーマライジング)
これらは、熱処理操作(温度の上下や時間的な処理)をすることによって、鋼の硬さだけではなく、組織、機械的性質、化学的性質、その他が変わるのですが、それらの操作を総称して「熱処理する」といいます。
ここではまず、鋼を硬くする「焼入れ」を取り上げますが、それに引き続いてセットで行なう「焼戻し」も通常はワンセットになるので、焼入焼戻しで説明するところもあります。
熱処理コラム 業界の熱処理用語
「焼入れ」は、英語ではハードニングHardening ・ クエンチハードニングQuench-hardening などと称されますので、熱処理業界の人は、「焼入れする」と言わないで「クエンチ」や「クエンチング」「クエンチする」「キューする」などと言う人もいます。
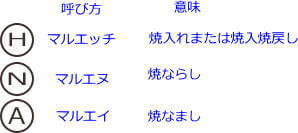
また、JISの加工記号で、焼なまし=HA ・焼ならし=HNR ・焼入焼戻し=HQ-HT と表記されますので、それをそのまま「エッチエー」「エッチキュー」などと言うのですが、この言い方は熱処理の現場では何の違和感もなく使われています。つまり、JISの加工記号の熱処理の分類は「H」が最初にきますので、古くから焼入れすることを「エッチする」、焼入れ・焼戻し(または調質のこと)を「マルエッチ」などといいます。
さらに「マルエッチ」という言葉もよく聞かれます。 これは古くから、Hをまるで囲んで、焼入れすることを表現していたことに起因し、焼なましは「マルエー」、焼ならしは「マルエヌ(または「ノルマ」)」、焼入れ(または調質)を「マルエッチ」と呼称されています。
熱処理現場では、焼入れしたままの状態の品物を「アズキュウ(AS-Q)」、調質した品物を「マルエッチ品」といった会話が交わされていますが、年々、これらを聞く機会は少なくなっている感じがします。
真面目くさった顔で 「マルエッチする」「エッチする」と言っているのは、初めて聞く人には不穏な感じがすると思うのですが、当事者は「知らぬ顔」なのが面白いですね。
その他の業界用語では、丸棒鋼のJISに「熱間圧延丸棒鋼」というのがあって、これに関する業界用語で、メーカーで丸棒鋼に圧延されたものを 「アズロール材(As-roll)」、また、メーカーが出荷するまでにある程度の強度に熱処理(調質)されたものを 「メーカーマルエッチ材」、 焼きならし済みのものを「メーカーマルエヌ品」などと呼ばれることもあり、これらも特定の人に通じる業界用語と言ってもいいでしょう。
焼入れについて
焼入れの操作
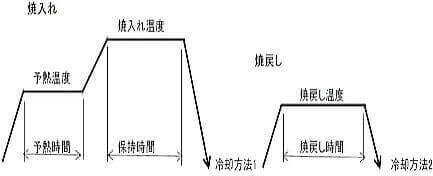
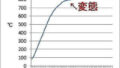
この図は、熱処理の工程を表したもので、熱処理線図 やヒートパターン と呼んでいます。
この図は、左から右に時間経過しており、この図の見方は、品物を加熱炉(炉)に入れて、焼入れ工程に入ります。
まず、予熱温度に保持してから、目的温度(焼入れ温度)まで温度を上げて、保持時間を経て冷却する操作が「焼入れ」です。
冷却方法では、水冷(WQ)、油冷(OQ)、空冷(AC)などが示されています。
そしてその後、右の「焼戻し工程」になります。 通常は焼入れに続いて「焼戻し」をする … という工程の時間経過の様子が示されます。
一般的に、「焼入れ」とは、鋼を硬くて強くする熱処理 をいいます。
焼入れして「硬くなっている状態」では、品物に高い応力がかかっており、そのために、割れやすいし、「もろい(脆い)」という状態になっているので、通常は、焼入れ操作のあとは、時間を置かずに「焼戻し操作」をします。
この焼戻しによって、応力の緩和や組織の変化で「ねばさ」「強靭性」が増します。
焼入れとは
『鋼を変態点以上の決められた温度に保持した後に「急冷」する操作』 を 「焼入れ」と言います。
焼入れをするための温度(これを「焼入れ温度」といいます)や冷却の方法は、鋼の化学成分と深い関係があります。
実際の熱処理での変態点は、状態図に示されている温度とは違って、加熱時には高温側に移動するので、変態点が800℃であれば、安全を見て+30~+50℃程度高めの温度を取るのですが、一般には、JIS鋼種であれば加熱温度が示されていますし、鋼材メーカーのカタログなどに加熱温度が示されているので、その温度に加熱します。
近年は、焼入れ温度の決め方は、焼入れの試験を行って、充分な硬さが得られて、組織的に異常のない温度範囲を決める方法になっています。
以前は、「変態点+50℃」などの説明でしたが、加熱速度によって変態点が変わるのですが、現在でもこのような言い方が残っています。
鋼を変態点以上に加熱して、焼入れして十分に硬化させることができる温度を「焼入れ温度」といいます。
その操作を「オーステナイト化する」というように表現する場合があります。
言い換えると、焼入れでは、鋼をオーステナイト化する温度まで上げて、オーステナイト状態に変化させておくことが基本です。
そのオーステナイト化が不十分だと、充分な硬さなどの「焼入れによる効果」が得られません。
ここでは、焼入れ温度は鋼種ごとにJISや各鋼種のカタログなどに示されているものを採用する … とおぼえておくのがいいでしょう。
冷却のしかたが大変重要です
一般的にいうと、焼入れは「硬くする」ために行うもので、十分に硬化させるためには、適正な加熱温度と充分な冷却速度が重要になります。
焼入れの冷却は「急冷」と書かれている場合があります。
これは、焼入れで十分硬化させるために、鋼種に応じた水冷、油冷、空冷などをするのですが、それらをまとめて「急冷」と書かれています。
水に入れる焼入れを「水冷」「水焼入れ」、油に入れる焼入れを「油冷」「油焼入れ」、大気で冷却する「空冷」、窒素ガスなどを用いる「ガス冷」などがあります。
鋼種によっては空気中に放冷する(「空冷」)ことで焼入れ硬化する鋼種もあり、これらを含めて「急冷」と表現する場合が多いので注意ください。
急冷の反対は「徐冷」と表現されます。
これは、焼入れでは用いないで、鋼を軟化させる「焼なまし」の場合の冷却表現で、炉の中でゆっくり冷やす冷却(炉冷)のことをいいます。
これらを冷却速度を数値的に表現する方法もありますが、簡単に表現できない問題があるので、冷却速度は、 水冷>油冷>ガス冷>空冷 となっているというイメージを持っている程度でいいと思います。
【参考】 焼入れ冷却中の冷却速度は温度によって変わってきますし、あとのページで、冷却速度が硬さや組織に影響する温度範囲などのことを知ると、「**℃/秒」という表現は適当でないということが解るのですが、ちなみに、「冷却能(H度)」という指標があり、静止水を「1」としたときの油の冷却能は0.3、空気は0.02という冷却に関する数字があります。
空冷は水冷の1/50の速さでゆっくりと冷える … という数字です。
また、私は、シミュレーションソフトを使って、表面と内部の冷え方などを計算する場合には、H度と関係ある熱伝達係数[cal/min.mm2.℃]で、水冷0.04、油冷0.007、空冷0.00007程度でよく計算していました。
そうなると、数字的には空冷は水冷の1/600ということですが、現実的には、これを知ってどうなるというものでもありませんから、かなり冷え方が違う … という程度に考えておく程度でいいでしょう。
適正な焼入れ温度について
焼入れのための加熱温度は、鋼種ごとに示された加熱温度範囲を外れないようにして、品物全体が均一に加熱されるようにする必要があります。
通常に市販されている鋼種については、加熱温度・加熱温度範囲は鋼種ごとに決められているので、その温度を用いて加熱します。
焼入れの場合には、「標準焼入れ温度」「標準加熱温度」などと表示されています。
JIS規格や鋼材のカタログなどには、鋼材の鋼種ごとに「温度」や「温度範囲」「冷却方法」が示されています。
その指定の温度に加熱して、指定の冷却材(水・油など)で冷却するのが焼入れの操作です。
「硬いとは強いこと」ですので、焼入れをすることによって強い刃物や工具などを作ることができます。
焼入れに操作に似た熱処理:溶体化処理・水靱
焼入れ操作と同じように、オーステナイト化する温度から急冷する熱処理方法があります。
その1つが「溶体化処理」と言われるものです。
これは、主にオーステナイト系ステンレス鋼に行う処理で、高温から急冷(普通は水冷)することで耐食性や耐酸化性を安定なものにする処理です。
この溶体化処理は、鋼を硬くしたり、強度を上げるのではありません。
この処理で、オーステナイト系ステンレス鋼などは「柔らかくて耐食性が増す」のですが、これを「焼入れ」とは言わずに 溶体化処理(固溶化処理)といいます。
市販されているオーステナイト系ステンレス鋼材は、メーカーでこの溶体化処理が行われているのが普通です。
メーカーではなく、市中での鍛錬品(鍛造などで成形した大型品)などで溶体化処理をしていない場合は、別にその熱処理をする必要があります。
もう1つの焼入れに似た処理は、高マンガン鋼などを安定したオーステナイト状態にするために行う溶体化処理があります。
これは同じように、高温のオーステナイト化温度から水冷する処理で、「水靭(すいじん)」とも呼ばれます。