焼入れの冷却途中で、水や油などから一時引き上げて空冷したり、水で初期の冷却をして、その後に油冷するなど、冷却速度を調整する目的で時間-温度操作をする焼入れ方法を時間焼入れといいます。
段階焼入れ、中断焼入れなども同じで、これは、硬さや変形を調整するためにこれを行なわれます。
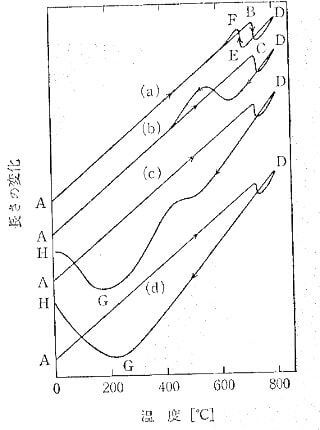
この図は加熱~冷却の過程で、冷却速度を変えたときの寸法変化を示しています。
(a)→(b)→(c)→(d)の順で冷却速度が速くなっています。(注:この図はAの長さが最初の長さを示しており、(a)が一番変化が大きいという図ではありません)
(c)(d)を見ると、焼入れによる硬化に伴って、長さが+になる変化(膨張)が見られます。
これらの「G」点付近でマルテンサイト変態が起こり始めており、この温度が「Ms点」です。
この図は小さな試験片を用いて試験されたものですが、通常の品物では、当然、各部の冷却速度が異なるので、冷却中の間には、熱の不均一さやMs点にかかるタイミングが異なってくるために、それが「変形」や硬さの違いになって表われます。
それを緩和するために、冷却速度を変える操作をして、冷却槽から途中に引き揚げて冷却を中断したり、内部の熱を利用して外内部の温度差を緩和する焼入れ操作を「時間焼入れ」といいます。
この操作で硬さのばらつきや変形などを制御しますが、Ms点以下の温度では、温度低下とともにマルテンサイト変態が進むために、変態は時間に関係しません。(これは、「マルテンサイトは温度に伴う変態で、時間に伴う変態ではない」という説明をされる場合があります)
焼入れ時の変態制御は通常的に行われています
水冷と油冷を併用する方法(これを「水油(みずあぶら)で焼入れする」といいます)や、水冷や油冷途中でいったん冷却槽から引き上げる方法(これを「中途引き上げ」といいます)などは、日常の熱処理で行なわれています。
焼入れ中の冷却を制御する操作は、通常の熱処理作業では日常的に行われていますが、これをあえて「時間焼入れ」と呼ぶことはなく、作業指示で油中の浸漬時間や引き上げまでの時間を示して作業をします。
ただ、Ms以下に品物の温度が下がった部分はマルテンサイト変態が始まっているので、その時点で品物を冷却槽(例えば油槽)から引き上げると、その部分が内部の熱で焼戻しされると組織の不均一ができてしまいます。
そのために、この引き上げるタイミング(温度)はMs温度以上にしないとダメで、マルテンサイト化した状態で引き上げると、品物の持つ熱で再加熱されるために、(これを自己焼戻しといいます)焼戻しされたり、残留オーステナイトが多くなったりする場合があるので、一般的には、パーライトノーズの温度以下~Ms点以上の温度域で行います。
これとは別に、恒温槽(ソルトバス)を利用して一定温度に保持する場合は、恒温熱処理、熱浴焼入れ、オーステンパーやマルクエンチなどといいます。

