恒温変態曲線(S曲線)で、パーライトに変態する時間が短い部分の形が「飛び出した鼻の形」のようであるので、それを「パーライトノーズ」といいます。
これは、鋼の焼入れにおいて、焼入れ温度からの冷却で、そのパーライトノーズにかかると、パーライトやその他のやわらかい組織が生じて、充分な硬さが得られなくなるので、焼入れでは、「パーライトが生成しないような速度で冷却する必要がある」 … というように説明がされます。
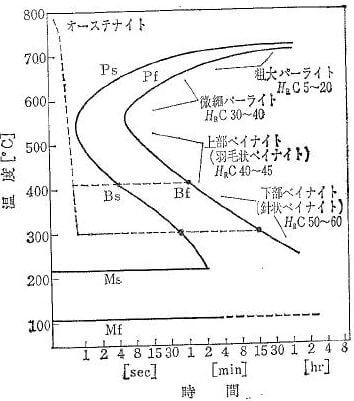 恒温変態曲線(S曲線)の例
恒温変態曲線(S曲線)の例
この、左側に飛びだした曲線の先の部分がパーライトノーズです。
熱処理説明に使われる図は、説明用のものです
例えば、この図では、焼入れで、550℃までを約1秒以内に冷却すると、このノーズにかからないので、そのまま温度を下げていき、Ms~Mfを経過して常温まで温度を下げると、非常に硬いマルテンサイトになる … という説明などでこの図が利用されます。
しかし、厳密に言うと、この図は共析鋼の恒温変態を説明しているものですので、焼入れ過程のように「温度+時間変化」を加えて説明するのは問題があります。
しかし、熱処理の説明では、ずっと以前から、この点線で示したように、焼入冷却して、ある温度で保持して時間経過すると変態する … などの説明に、この恒温変態曲線が用いられています。
この図は、ある温度(ここでは、410℃、300℃)で保持したときに、出現するベイナイトの形態や硬さが異なっていることを説明しているものです。
さらに、一般的な熱処理の説明では、この恒温変態曲線を使って、焼入操作の説明をされることがしばしばあります。(もちろん本来の使い方ではないのですが、この図を用いて説明するのが普通になってしまっています)
連続冷却曲線(CCT曲線)はあまり使われないようです
「焼入れ速度と硬さの関係」は、下図のようなCCT曲線で示すのが適当そうですが、上のように、S曲線を用いるほうがイメージ的にわかりやすいので、CCT曲線ではなく、S曲線を使って説明されることが多いようです。
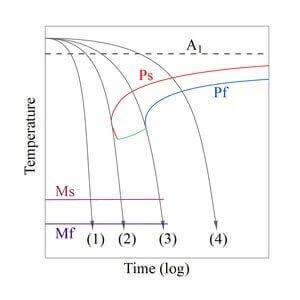 CCT曲線の例
CCT曲線の例
これは、CCT曲線を説明するための図で、Ps-Pfbの線がパーライト変態線です。
(1)から(4)にはビッカース硬さHVが示されていて、(1)→(2)→(3)→(4)のように冷却速度が遅くなると硬さが低下しているのが読み取れるようになっています。
すなわち、(2)の冷却速度が、ほとんどパーライトノーズにかからない焼入れ冷却速度になります。
CCT曲線は一定の速度で連続に冷却する場合を描いたものですので、やはり、一般の焼入れ(水冷や油冷など)とは異なります。
この図はごく小さい試験片で作られているもので、実際の焼入れでは品物が大きいのでこの状態をイメージしにくいのですが、品物のコーナーや端部は速く冷却され、中心に行くほど冷却が遅くなるので、硬さを測定すれば冷却状態と組織の状態がわかります。
逆に、組織を調べれば冷却スピードが推定できる … ということで、この図が使えそうですが、どうでしょう?

