鋼の焼入れの冷却時に、マルテンサイト化する温度直上の温度(Ms点)の塩浴に入れて急冷して、品物が塩浴の温度になった後に空冷するなどで、ゆっくりマルテンサイト化する方法をいいます。
近年では、Ms点直下の温度に保持する「マルテンパ」と同意で説明されることも多いようです。
この熱処理方法は、焼割れや変形防止がおもな目的とされています。
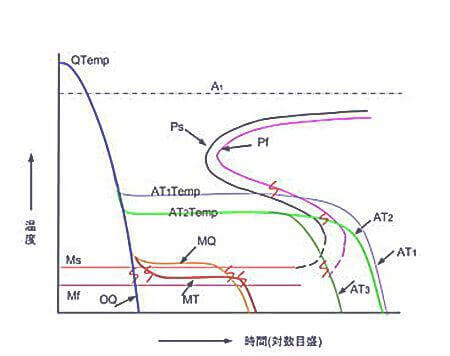
この図は、ソルトバスなどを利用して行う恒温処理を説明するための図で、MQの線図はマルクエンチを、MTの線図はマルテンパーを示します。
この図の見方は、焼入れ温度QTempから焼入れして、時間軸と平行になる温度に品物を保持した後に空冷する時の温度と時間の経過を示しています。
MQがマルクエンチ、MTがマルテンパーで、その他で、AT**と書かれているのがオーステンパーでこれは、マルテンサイトでない組織にする方法で、これらは、一定の温度に保持する処理なので、恒温熱処理と呼ばれます。
マルクエンチとマルテンパーの違い
このMQとMTの違いはマルテンサイトが生じる温度(Ms)に関係しており、Ms直上(マルテンサイト変態がおこる温度がMs)の温度で保持するのがマルクエンチ(MQ)で、Ms点以下の適当な温度に保持して、いくらかのマルテンサイトが生じる状態の温度に保持するのがマルテンパー(MT)です。
この温度の違いは、品物各部の温度をそろえるための温度の違いなので、近年では、それらを区別していない書物も多くなっています。
ソルトバスを用いて、いろいろな鋼種の焼入れをしている私が勤めた熱処理工場では、これら2つの恒温処理については、特に区別はしていません。
これは、いろいろな鋼種を熱処理しているために、鋼種ごとにソルトバスの温度に変えるのも大変なためで、マルクエンチやマルテンパーとかは区別しないで、単に、「熱浴焼入れ(またはソルト焼入れ)」といっています。
通常は、ソルトバスを160℃にしておいて、焼入れ温度に加熱した品物をそこに入れて、その温度になったら取り出す … という方法です。
ただ厳密に言えば、特に、曲がり(変形)などの様子は変わってくるでしょう。
おもな目的は、焼割れや変形の防止
特に異形の品物では焼入れ冷却中には、各部の温度が異なっていれば、熱膨張に違いから変形が起きやすくなります。
また、焼入れ硬化するマルテンサイト変態は、温度の低下につれた進行するために、品物の温度を均一にして、各部が均一になるようにマルテンサイト変態させようというのが一つの目的です。
その他では、例えば、Ms点までは、品物は比較的軟らかいので、外力を加えて矯正することも可能です。
ただ、ソルトの冷却は焼入れ油よりも遅いことで、焼入れ性の低い鋼種では、焼き入れたときの硬さ(これを「焼入れ硬さ」といいます)は、油冷の場合よりも低くなることが多くなります。
ソルト焼入れは熱処理変形が少ないとは言えない
しばしば、「ソルトバスによる焼入れは、歪(曲がり)が小さい」… という説明をされることもあります。
しかしこれは、完全に正しくはありません。
これらのソルトバスを用いた恒温熱処理は、冷却過程で生じた品物各部の温度差を少なくする効果から、焼入れ時の変形が少なくなるという要素はあります。
しかし、変形はその熱膨張・熱収縮以外に、組織変化による変形や形状の影響が加わるために、変形の原因は多岐にわたります。
そのために、一概にはソルトバスを用いると歪(変形)は少ない … とは言い切れません。
ソルトバスを用いると、大きな浮力のために変形の要素が軽減させることは多いのですが、過信は禁物です。

