浸炭剤または浸炭雰囲気中で鉄鋼を高温に加熱して、表面の炭素量を増すことが「浸炭」です。
浸炭の反対語で、鋼中の炭素の低下は「脱炭(だったん)」といいます。
過去には、浸炭処理と焼入れは別々に行われていました。
最近では、浸炭~焼入れ処理まで一連作業で行なわれます。これを、浸炭焼入れ・直接焼入れ といいます。
固形浸炭からガス浸炭に
品物の表面部の鋼中の炭素濃度を高める方法が「浸炭」で、古くは黒炭中に品物を入れて高温に加熱して深い浸炭層を得る「固形(固体)浸炭」が行われていました。
固形浸炭では浸炭処理をして、再度過熱して焼入れする方法が行われていましたが、近年では、炭素濃度を高めた雰囲気中で浸炭し(「ガス浸炭」)、それを表面の成分に合わせて温度を調節(下げて)して、そのまま焼入れする方法がとられています。(これを「直接焼入れ」といいます)
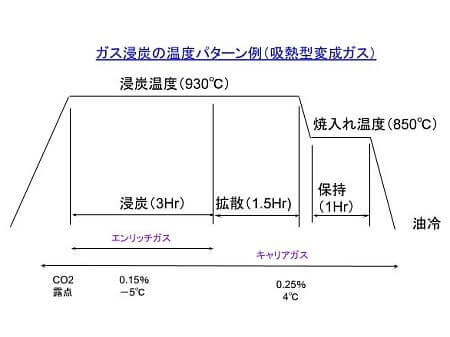
浸炭と直接焼入れの処理パターンの例
このように、今では、温度と雰囲気ガスを調整しながら、浸炭と焼入れを同時に行う方法が主流になっています。
通常は、低炭素の鋼の表面を浸炭する
浸炭部分の組織は雰囲気の調整によって、任意の炭素濃度にできますが、通常は、浸炭部分を共析組織(約0.85%C)に近い炭素量にすることが多いです。
そのために、浸炭用の材料は、焼入れ温度が高い鋼種(すなわち、炭素量の低い亜共析鋼)が良く、これは、浸炭処理中の温度で結晶粒が成長して大きくなって、じん性が低くならないようにする理由です。
そのために、炭素量が0.2%程度以下の鋼が適しています。
そこで、浸炭用の鋼種では、低炭素量の炭素鋼または低炭素量の低合金鋼が用いられます。
このような浸炭に適した材料を用いて、過去には、芯部と表面部の焼入れ温度が異なるので、それぞれの焼入れ温度に合わせた「2段焼入れ(芯部に合わせた焼入れ温度の高い焼入れをしたのちに、浸炭部分の焼入れをする方法)」が行われていました。
しかし近年は、加熱温度や炭素濃度管理が適正に行われるようになったために、上のパターン例のように、再加熱は行わないで、炉内で浸炭温度から温度を下げて表面部の鋼の成分の焼入れに適した温度に合わせてから焼入れする「直接焼入れ」をしており、この方法でも、特性の劣化は少なくなっています。
しかし、0.8%炭素鋼の焼入れ温度(820℃)より高い温度(約900℃以上)で浸炭されることで、残留オーステナイトによる硬さ不良や経年変化が問題になることもあります。
浸炭にはいろいろな方法があります
浸炭の方法には、ガス浸炭のほか、近年は、真空にして浸炭する「真空浸炭」や真空状態でグロー放電を利用する「プラズマ浸炭(イオン浸炭)」などがあります。
過去に行われていた固形(固体)浸炭やソルトバスを用いた液体浸炭は、ほとんど行われなくなってきていますが、非常に深い浸炭層を得るために、固形浸炭を行う場合もあります。

