強靭性は「じん性(靭性)」とも言われます。
強靭性の評価は、シャルピー試験による衝撃試験値や、抗折試験による抗折力や吸収エネルギーの大きさのほかに、引張試験による「伸び・絞り値」の大きさ … などで評価されます。
機械構造用鋼の調質品では、シャルピー衝撃試験はJIS3号の2mmUノッチの形状の試験片がよく用いられますし、引張試験では、JIS4号の試験片を使用して評価される場合が多いようです。
しかし、焼入れした工具鋼のように、40HRCをこえるような高い硬さになると、これらの試験での評価が難しくなってきます。ここでは、これについて説明します。
高硬さ鋼のじん性評価
高合金工具鋼などでは、高い硬さでの強靭性の程度は製品の優劣を決めるポイントになるので、材料を比較する試験として、強靭性を評価する指標があれば便利です。
工具鋼の強靭性については、シャルピー衝撃値などの衝撃じん性値が高いかどうかを評価されることが多いのですが、高い硬さでのシャルピー衝撃値の数値も小さいし、非常に結果がばらつくので、評価も簡単ではありません。
そのために、プロテリアル(旧:日立金属)(株)さんの場合は、高硬さのものについては、シャルピー用の試験片もノッチを10Rにした特殊なものでの試験がほとんどです。
また、58HRC以上のものでは、シャルピー値が小さくなるので、抗折試験での抗折力や曲げ値を吸収エネルギーの大きさとしてじん性値を評価されています。
一般的には、硬さと強靭性は逆の関係があって、硬さを上げると強靭性は低下するという傾向があります。
しかし、硬くて強靭な鋼は優秀な証ですので、無理は承知で高い硬さの衝撃試験や抗折試験をするケースも多々あるのですが、このような高い硬さの試験をするのはかなり危険なものです。
高硬さ材の衝撃試験
50HRCを超えるシャルピー衝撃試験用の試験片の加工は大変です。
ただ、シャルピー試験は試験自体は簡便なこともあって、工具鋼などの高硬度材についてもそれを測定する場合も多々あります。
高い硬さになると試験の値は小さく、さらには試験値のばらつきが大きくなるので、おおむね55HRC以上のものを試験する場合には、構造用鋼などの試験で用いられる2mmUノッチ(3号試験片)の試験ではなく、無ノッチや10R・Uノッチの試験片を用いて試験をされています。
この試験片の形状はJISには規定されていない特殊なもので、10R・Uノッチ(じゅーあーる・ゆーのっち)と呼ばれる、下図のような試験片形状です。
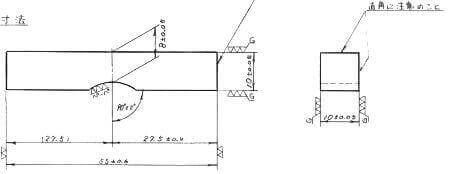
10R試験片(協力:第一鋼業)
古くから日本特殊鋼(後に大同特殊鋼と合併)さんが12Rでの試験が行われていたデータが多くありました。
また、プロテリアル(旧:日立金属)さんでは、古くから10Rノッチでの試験を行っていたのですが、現在は、他の国内メーカーも、プロテリアル(旧:日立金属)さんに沿った10Rシャルピー試験を行う例が多くなっています。
これは、2mmUノッチのものよりも試験数値が大きくてばらつきも少ないという理由からですが、試験片の加工による影響が出るのは避けられないので、無ノッチ(ノッチのついていない)の試験を重視するメーカーもあるなど統一されていないのが現状です。
ともかく高硬さの試験はけっこう大変な試験です。
試験方法が変わると評価できない
当然のことですが、試験片形状や試験方法が変わると数値間の相互関係性は無くなり、試験条件がかわると、シャルピー値の比較はできないという欠点がありますので、じん性値の数値比較をする場合は同様の試験による値なのかどうかに気をつけないといけません。
また、プロテリアル(旧:日立金属)(株)さんでは、58HRCを超える高硬さ材の比較では、シャルピー試験ではなくて、抗折試験で比較していることが多いように、とにかくシャルピーなどの破壊試験は難しい試験です。
この抗折試験ですが、プロテリアル(旧:日立金属)さんでは、φ5x50程度の小さな試験片を用いた「抗折・曲げ試験」を行い、その抗折力(破断荷重kg)x曲げ(距離m)から、それを「吸収エネルギー」として、それをじん性の程度として評価しています。
ただ、じん性値の評価は簡単ではなく、試験のやり方や条件で結果が大きく変わるだけでなくて、試験片の採取方法や熱処理履歴で結果が大きく変わりますので、試験の目的を考えて試験計画を決める必要があります。
材料取りの方向で大きく試験値が変わる
例えば、高硬さ品のじん性評価試験においては、「材料の方向性」の影響が大きいので、ともかく、素材の寸法や試験片の採取位置によって、得られる数値が大きく変わってくるということを知っておくのがいいでしょう。
工具鋼メーカーのカタログなどに示された値は、充分に鍛造した材料から伸延方向に試験片をとり、繊維方向を直角破断するようにシャルピー試験片に荷重をかけて試験するのが基本です。
この材料取り(試験片の材料方向)を間違えると、とんでもない値が出てしまいます。
鍛伸方向を長手に取るのを便宜的に「L方向の試験」と呼んでおり、このようにすると衝撃値は比較的大きな値で安定します。
通常は、各社の試験でも、このような試験片のとり方で試験します。
ちなみに、L方向ではなく、圧延方向に直角に試験片をとった場合を「T方向の試験」といいますが、この場合には、鍛伸の影響を大きく受け、一般的には、衝撃値はL方向の値の半分程度の値になります。
つまり、鍛伸方向が非常に重要であるということです。
こういう材料特性は製造される過程で生じるのですが、それをなくすることはできないので、材料の方向性をうまく使うことも工具寿命に影響します。
材料の方向性のないものを無方向性といいます。
このような材料を製造するのも大変ですし、また、材料方向を活かすのも大切なことで、無方向性の材料が絶対的に良いという考え方も当てはまりません。
このように、通常、カタログなどに示される値は、最も条件の良い状態での試験値が示されています。
そのために、実際の品物が、これらに示された値ということではありません。
例えば、大きな品物から試験片を切り出して試験をする場合には、鍛錬比や方向性は試験用のテストピースの場合とは全く異なるので、衝撃値の値が、カタログなどに示されている値の1/2や1/3程度以下になるのは通例です。
これは、品物の強靭性が低いということではなく、カタログなどの値と実際の品物では、衝撃試験片の調製や採取方法によって違った値になっているだけですので、実際の強靭性評価をする場合には、このように、驚くほど低い値になっていることを知っておく必要があります。
このように、工具鋼の高い硬さの強靭性の評価試験は特殊なもので、JISなどの規定もなく、そのために、各材料メーカーでは、試験方法を自社で標準化して評価しているのが現状です。
だから、数社の鋼材の強靭性を比較する場合は、単純にカタログに記載された結果だけで比較評価はできないので注意しましょう。

