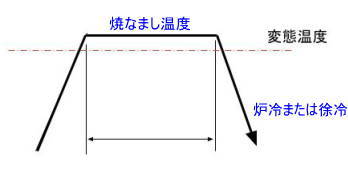
組織調整と軟化のために、A1変態点直上で加熱した後に徐冷する処理を「完全焼なまし」といいます。
「焼なましの種類」には、完全焼なまし、球状化焼なまし、低温焼なまし(応力除去焼なまし)、拡散焼なましなどがあります。(このうち、拡散焼なましは製鋼時に行うもので、それ以外とはまったく違う処理で、一般熱処理ではほとんど行いません)
完全焼なましは、A1変態以上に加熱して炉冷(炉の中でゆっくり冷やす)することで鋼を軟化させること … と説明されることもあります。
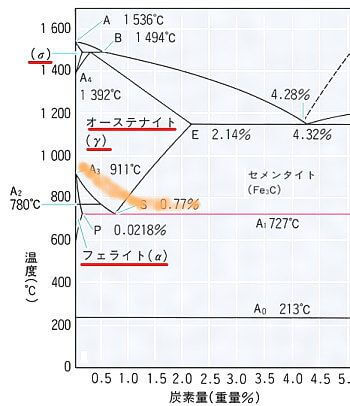
通常の熱処理での完全焼なまし加熱温度は、図のオレンジ色の部分のように、A3線 からA1線に沿った温度の30℃から50℃程度直上の温度に加熱して、徐冷します。(0.1%C鋼は910℃程度、0.5%C鋼は830℃程度などです)
徐冷する速度は、30℃/Hr程度より遅く冷やすことが要求され、冷却が速すぎると軟化しません。(組成によっては、硬化する場合があります)
通常、徐冷することを、炉の中でゆっくり冷やすので「炉冷」と表現されています。
その冷却速度は15-30℃/Hr程度ですが、実際の熱処理作業では、経済的時間的理由から、常温まで炉内で冷やすことはまれで、300℃前後で炉から出して空冷する場合が多いです。
完全焼なましの目的は、軟化と結晶粒の調整
加工対象の品物の硬さが、およそ300HBを超えると通常は機械加工がしにくくなるので、それ以下の硬さに軟化する場合にはこの熱処理を行います。
通常に販売されている状態の鋼材は、構造用鋼であれば、圧延のままの硬さもあまり硬くないので、必ずしも、完全焼なましをされているというものではありません。
しかし、工具鋼などでは、通例、機械加工ができる程度の硬さにするために、完全焼なましなどの軟化処理が行われたものが販売されています。
鋼材は用途によって様々な硬さの状態で流通しています。
機械加工が一般的に必要な工具鋼のほとんどは完全焼なましされた状態で販売されているのですが、工具鋼の鍛造品の一部では、完全焼きなましではなく、「割れどめ」のための低温焼なまし品もあるので、充分に軟化していないために、加工しにくい場合も出てきますので、特に鍛造した品物は、その履歴に注意しておくのがいいでしょう。
熱処理の加熱の際に、A1変態点直上の温度にすることでオーステナイト化(変態)します。
そのときの結晶構造が変化する際に、結晶粒が小さく均一に調整されますので、完全焼なましは、品質面において重要な熱処理です。
鋼種ごとの焼なまし温度は、通常、JISやカタログなどに記載されている温度と冷却条件に沿って行います。
焼なましは仕上がった製品の品質を左右する
SUJ(ベアリング鋼)は、鋼材の組織が製品寿命に関係すると言われており、さらなる品質向上のために「球状化焼なまし」が必須とされています。
これは、層状の炭化物(セメンタイト)を球状に分散させることで、完全焼きなまし以上に軟化・均質化させて、焼入れ焼戻しする製品の長寿命化に寄与します。
高合金工具鋼などは、通常に完全焼なましをすることで、自然に炭化物が球状化するので、完全焼なましと球状化焼なましは同じ意味にとっていいことになりますが、加熱温度と冷却速度の管理が必要なのは言うまでもありません。
高炭素高合金鋼の中には、完全焼なましをしても300HB以下にならない鋼種もあります。
焼なまし後の硬さが高いと、機械加工性が良くないのは言うまでもありません。
特に高耐磨性の鋼種は、焼なまし硬さが低くなりにくい鋼種もあるので、カタログなどで標準の焼なまし硬さを確認しておくとよいでしょう。
焼なましの不具合
硬さ不良や硬さのばらつきなどがあります。
メーカー製品ではほとんど問題になることはありませんが、先に紹介したように、工具鋼の改鍛造品(再鍛造品)では、十分に硬さが落ちていなくて加工がしにくかったり、加工中に曲がりが発生するなどの問題が出る場合があります。
また、完全焼なましは大気雰囲気で加熱されることが多く、長時間加熱されるために、表面に厚いスケールや脱炭層と呼ばれる変質層があるので、製品に加工するときは、充分に仕上げしろ(取り代)を確保しないといけません。
特に鍛造品では、1.5mm以上(自由鍛造品では、通常は片側5mm程度以上)の削り代が必要ですので、仕上げしろが不足しないように、材料を手配する際には注意が必要です。