残留オーステナイトは温度を上げると分解して減少します。
しかし、その分解温度以下で焼戻しした場合などに、マルテンサイトなどへの変態が起こりにくくなることを「残留オーステナイトが安定化した」… という言い方をします。
また、そのための熱処理をすることを「オーステナイトの安定化処理」といいます。
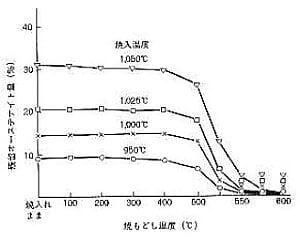 SLDのカタログ資料より
SLDのカタログ資料より
一般に焼入れ時に生成した残留オーステナイトは400℃程度以上の温度で分解をはじめ、560℃程度で消失します。
しかし、冷間工具鋼の多くは250℃以下の低温焼戻しをして使用されるので、焼入れで生じた残留オーステナイトは、その焼戻しでは分解しません。
そのために、焼戻しを確実にやり、残留オーステナイトが時効変化(経年変化)をしにくくする必要があります。
これによって「残留オーステナイトを安定化」させます。(安定化処理)
通常の工具類では、焼入れ時にはすべての組織がマルテンサイトにならないで、焼入れ性の良い高合金鋼種では、未変態のオーステナイト(残留オーステナイト)が組織中に残っています。
高い硬さが必要な鋼種は、通常200℃程度以下の焼戻しをして使用しますが、この焼戻し温度では、残留オーステナイトは変化しませんが、同じ程度に温度を上げても、組織が変化しにくい状態になります。
これを「残留オーステナイトが安定化する」という言い方をします。
焼戻しを完全にしておくと、その焼戻し温度までの温度に対しては、加工熱などの外から加わる熱に対しても硬さや組織の変化が少ないので、焼戻しをしっかりすることによって、鋼の組織の状態が安定する … と言えます。
サブゼロ前に焼戻しすると残留オーステナイトが減りにくい
高合金工具鋼SKD11を、焼入れ後にすぐにサブゼロすると64HRC以上の硬さが得られます。
しかし、少し大きな品物では、焼割れの危険性があるので、それを防止するために150℃程度で焼き戻ししてからサブゼロ処理をする場合があります。
この場合には、150℃の焼戻しの影響で、サブゼロ処理をしても、硬さが充分に上がらないことを経験することがあります。
硬さを犠牲にするか、焼き割れしないような安全策をとるかの判断は難しいのですが、「割れてもいいので、サブゼロをしてほしい」と言うのであれば、焼戻しをしないでサブゼロするのが尋常のやり方です。
このように、150℃の焼戻しでも「オーステナイトが安定化」して、サブゼロをしても組織変化をしにくい状態になるのですが、厄介な残留オーステナイトはその処置を間違うと早期破損につながる … ということなので、これについて説明します。
残留オーステナイトの功罪に関する考え方はいろいろ
残留オーステナイトは常温などの低温域では不安定な組織ですので、使用中に強加工を受けたり熱変化によって、マルテンサイトその他に変化することがあります。
これは「加工誘起マルテンサイト」などとよばれますが、不安定なマルテンサイトが鋼中にあることで、品物の早期破損の原因になることもあります。
このために、工具などは、残留オーステナイトを少なくして、それを安定化する熱処理が基本になります。
残留オーステナイトを少なくするには、焼入れ直後にサブゼロ処理をしたり、できるだけ高い温度での焼戻しが有効です。
焼戻し温度が低い場合でも残留オーステナイトの安定化が重要
しかし、しばしば、低温焼戻しをする冷間用の工具で、「焼戻し1回でOK」という仕様でダイス鋼などが熱処理されているという話を耳にします。
これは、慎重に考えないといけません。
形状が単純で、小さな品物であれば、カタログなどにある熱処理試験データのように、焼入れ後に常温まで完全に冷やして焼戻しをすれば、1回の焼戻しで問題はありません。
しかし、熱処理費用を下げる目的があったり、また、書籍の記事でも「2回の焼戻しは無駄」という表現があって、少し気になっています。
なぜ「1回焼戻しが標準」とする理由はよくわからないのですが、問題は、SKD11などの高合金冷間工具鋼の場合などの、残留オーステナイトが生じる鋼種は少し考えたほうがいいでしょう。
SKD11の場合は、焼入れ時に完全に室温まで冷却していても、残留オーステナイトが20%以上残っています。
そして、品物の単重が数kgと大きいものを熱処理する、通常の熱処理作業では、焼割れや変形防止のために、焼入れ後に常温まで完冷(完全冷却)しない場合がほとんどです。
つまり、常温まで完冷せずに焼戻し作業に入るために、室温まで冷やす場合に比べて残留オーステナイトが多く、残留オーステナイトの一部は、1回目の焼戻しの冷却時にマルテンサイトその他に変態します。
つまり、それを焼戻ししないといけないので、もう一度焼戻しをする必要があります。
このような実際の作業を知らないで、「焼戻しは1回でいい」ということが言われていれば非常に問題なのですし、カタログにあるから、冷間工具鋼の焼戻しは「1回でOK」というのも、やはり問題です。
もちろん、時間や費用は発生しますが、品質第一に考えるなら、残留オーステナイトが生じる鋼種は、少なくても「2回の焼戻し」をするのが無難でしょう。
ダイス鋼などは重要部品でに使われることも多いので、余計に、しっかりした焼戻しの工程を経なければなりません。
残留オーステナイトはじん性を高めるのですが …
残留オーステナイトの量については、『10%程度の残留オーステナイトはじん性値を上昇させるので「良い」』 … と考えられています。
確かに残留オーステナイトによってシャルピー衝撃値は上昇します。
しかしこれは、やわらかい残留オーステナイトがショックアブソーバーとなってシャルピー試験では「見かけの」じん性向上になっているのかもしれません。
しかし、残留オーステナイトがいいのか悪いのかとか、それで寿命がどうなるのかは別の問題です。
残留オーステナイトに関しては、試験して良否を確かめられるといいのですが、よくわからないことも多いのが現状ですが、私は、少ないに越したことはないという考え方です。

