連続冷却変態曲線は、CCT(しーしーてぃー)曲線とも言います。
縦軸に温度、横軸に時間をとり、焼入れ温度から等速冷却したときの温度推移と常温硬さを示した図です。
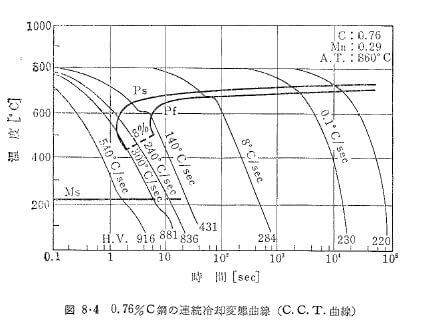
この図は、共析鋼(SK85のような鋼種)の焼入れ時の冷却速度を変えて冷却したときの組織変化と常温硬さを示した図です。
この「CCT」は、Continuous-Cooling-Trancformation の頭文字をとったものです。
特殊な装置を使います
この図を作るためには、3mm径程度の小さな試験片を、焼入れ温度(この図では860℃)に加熱後、冷却速度を制御する装置を利用して、等速に冷却をして、常温まで冷却して、常温になったときの硬さや組織を調べることから作られています。(図ではH.V.=ビッカース硬さ)
例えば、300℃/sec以上の速さで冷却すると、Ms点を横断しているので、マルテンサイトになり、また、240℃/secでは、Psにかかっているので、マルテンサイト以外のソルバイトなどの組織が生じていることなどが読み取れます。
また、540℃/secで冷却すれば、916HV(ロックウェル換算で67HRC)以上の硬さになり、そして、200℃/secまででは、マルテンサイトとパーライト(ツルースタイトやソルバイトといわれる微細なパーライト組織)の混合組織になる … ということもこの図から読み取れます。
さらに、それ以上に冷却が遅くなると、やわらかい「焼なまし組織」になる … ということがこの図からわかります。
(参考)完全焼なましの場合は30℃/Hr以下の速度で冷却します。 これは単純に換算すると0.008℃/secですので、この図にあるよりももっと遅い冷却になります。SK85の焼なまし硬さは190Hv以下です。
実際の熱処理を反映していません
実際の熱処理で SK85 の1cm角程度の小さな試験片を用いて水焼入れした場合には、硬さが880HVを超えることが難しいのですが、この装置は、小さな試験片と強力な冷却装置でそのような条件を作っているので、逆に言うと、実際の熱処理作業の条件と異なる冷却方法といえます。
熱処理の研究が盛んだった1960年代は、この装置を用いて、実際の熱処理の推定をすることもありました。
しかし、現在ではこの図を見て、熱処理状態を検討したり、その他の目的でこの図を使うこともほとんどなくなりました。
現状の熱処理では、もはや、このCCT曲線は実用性に乏しく、熱処理の説明用に使用される程度の利用価値しかなくなっているように思います。
熱処理では、ある大きさの品物を焼入れした場合に、いくらの硬さになるのかを知ることは重要なのですが、焼入れ性の低い鋼種や品物が大きくなれば、焼入れ中に各部の冷却速度が大きく異なります。
また、実際の品物を連続冷却させて焼入れすることは難しく、水や油の冷却材ではCCT曲線のような等速冷却は難しいこともあって、この図は利用しにくいのです。
熱処理実験をするほうが手っ取り早い
私自身は、ある品物の焼入れ硬さを推定するためにこのCCT曲線を利用するよりも、ソルトバスなどを使って、「実際に焼入れテストをしてみる」ほうが確実で手っ取り早かったので、このCCT曲線を使って机上で検討するということはほとんどやりませんでした。
しかし、使い方は全くないいことではなくて、焼入れテストした試験片の硬さから冷却速度を推定することなどに利用できます。
昭和年代から現代に至っても、いろいろな鋼種のCCT曲線が整備されていない状況なので、汎用的に使いにくいのかもしれません。
しかし、熱処理の考え方を勉強をするための基本図表であることには変わりはありません。
CCT曲線は、恒温変態曲線(S曲線)などとともに使用して、小さな品物や比較的焼入れ性の悪い鋼種の焼入れ状態を推定には利用できそうです。
ただ、近年は非常に焼入れ性に優れた鋼種が増えており、焼入れ性の低い鋼では、大きな形状の品物を扱うことが多いために使いにくく、そのために実用性もほとんどないというのが実情です。
このような使いにくさもあることから、例えば、プロテリアル(旧:日立金属)(株)さんでは、(焼入れ性の良い鋼種が多いのですが)大きいサイズの品物(丸棒)の硬さ推定や、中心硬さの推定ができる「半冷曲線」というものを作成してカタログなどに掲載しています。
また、最近では、パソコンソフトなどを用いて、加熱冷却シミュレーションができるようになってきていますので、それを利用して焼入れ状態を検討することもできるようになってきています。
私自身も、PCを用いてシミュレーションをすることがありますが、硬さの推定や冷却過程のシミュレーション結果と、熱電対を用いた冷却過程の実測とはかなり異なるのが通例です。
計算に使用する要素(因子)を多くすると、実際に近づくのかといえば、そうでもなく、とんでもない結果が出ることもあります。
それらの修正には、実際の品物を熱処理実験して、それを使って補正するなど、シミュレーションアプリの使い方を工夫しないといけません。
しかし、大型の品物の冷却状態を推定することなどの、簡単に実験できないことをパソコンのシミュレーションで検討できる便利さがあります。
熱処理講習会ではCCT曲線の説明がありますが
このように、実用性に乏しいCCT曲線ですが、熱処理を理解するためには便利なものですので、熱処理講義にはしばしば取り上げられます。
しかし、「熱処理現場ではどのように使ったらいいのか?」という実用的な内容は、講習会などではほとんど説明されません。
焼入れ性の低い鋼種について検討することが少なくなっています
焼入れ性の低い鋼種(例えば、構造用鋼など)について、実際の熱処理の検討をすること自体が少なくなっていますから、「パーライトノーズにかからないようにするためには、 その温度まで何秒で冷やせばよいか … 」などをCCT曲線を使っての検討も、やる機会は、ほとんどない状況です。
このCCT曲線もそうですが、ほとんどの熱処理試験や熱処理の図は、小さいテストピースで行われる結果なので、実際の熱処理の品物のように少し大きくなると、冷却速度にはいろいろな制約や条件が加わって、例えば、「この材質でこの大きさの品物を油焼入れした時の硬さはいくらになるか?」などになると、過去のデーターと長年の勘のほうが確か … というのが現実です。
さらに、実際の熱処理作業では、すべてが教科書どおりの作業ではありませんし、品物の形状が雑多なので、このような小さな試験片データで特殊な冷却条件では使えないことも多いのです。
しかし、これらの熱処理用図は、熱処理を学ぶ場合には避けて通れないものですので、熱処理勉強用の特殊な図 … だと考えて、これを学ぶ程度でいいような気がしています。
熱処理に関係する曲線図等は こちらのページ に少しだけ詳しく書いています。

