焼入れ時の冷却の際に、焼入れ組織中にマルテンサイトが生成する最小の冷却速度を「臨界冷却速度」といいます。
この熱処理用語は、実際の熱処理ではほとんど使うこともないようで、用語だけが残っている感じです。
この用語を説明するにあたって、京大の辻研究室さんのWEBページに、よくわかるように図示された資料があったので、これを紹介しながら説明を追加しています。(tsujilab.mtl.kyoto-u.ac.jpから引用)
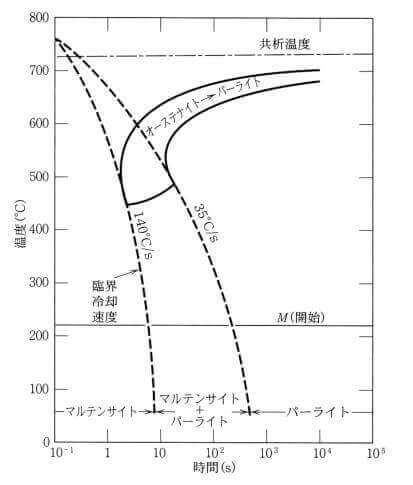
これは、共析鋼(0.8%C程度の炭素鋼)を750℃程度から急冷したときの時間-温度を示すCCT曲線をわかりやすいように示されているものです。
上図で、冷却速度が35℃/s以上に速い冷却になると、初めてマルテンサイトが生じます。
そして、それ以上の速度で冷却するとマルテンサイトの量が増えていきます。
この場合の35℃/s が臨界冷却速度で、これはまた、下部臨界冷却速度といいます。
さらに冷却速度を速めていくと、140℃/sでは、完全にマルテンサイト組織になリます。
これを、上部臨界冷却速度といいます。
すなわち、焼入れ時にマルテンサイト変態が生じる冷却速度が臨界冷却速度です。
この図で、750℃から450℃までを (750-450)÷140≒2.1(秒)で冷却するには、小さな品物で、非常に早く冷却しないと完全なマルテンサイト組織が得られない … ということが、このグラフから解ります。
しかし、水焼入れや油焼入れでは、このグラフのように連続的に一定速度で冷却することが難しいので、ある意味で、この図は、あまり実用的なものではないと言えます。
いずれにしても、この用語は、実際の熱処理では使用されることも少ないので、言葉の意味を知っておく程度でいいでしょう。