水冷で焼入れ硬化させる方法を「水焼入れ」と言っています。
これに対して、油冷による焼入れは「油焼入れ(油冷)」、空気中で冷却することを「空気焼入れ・大気焼入れ(空冷)」といいます。
近年、工具用の材料(鋼種)は、焼入れ性の良い鋼種が多くなって、水焼入れする鋼種は少なくなってきています。
しかし、切れ味の良いナイフ(包丁など)では、低合金の炭素鋼が用いられるので、この水焼入れが必須です。
素早く冷却する=急冷
鋼を焼入れして硬化させる重要なポイントは、すばやく冷却して、非常に硬いマルテンサイトという組織以外の組織が出ないようにすることです。
刃物などの用途に用いられる焼入れ性の低い鋼を硬化するためには水中に入れて、さらに撹拌するなどで急速に冷やします。
水温は25℃以下で、汲み置きの水を使用するなどの注意も必要です。
冷却水の管理が不十分であれば、冷却性能が低下します。
水焼入れは難しい技術
この焼入れは、古くからある基本の焼入れ法ですが、ある意味では「難しい熱処理」といえます。
少し大きな品物を高い焼入れ温度(例えば800℃)から水中に入れて冷却すると、伝導と対流によって品物の熱が奪われて温度が低下していきます。
このとき、水は100℃で沸騰するので、熱い品物が水に触れた部分では水の沸騰が起こり、品物の表面に蒸気の膜ができます。
これが断熱層となって、冷却速度が急激に低下します。
そこで、その膜を破るために、品物や水を急激に撹拌して、早く冷えるようにしなければなりません。
つまり、水中で品物を激しく振ったり、高圧水を噴霧するなどで冷却を助けてやると、よく焼きが入るようになります。
また、塩水を用いることも、この膜を破りやすくして、急速な冷却効果が得られます。
しかし、これらによって冷却状態を改善しても、品物の表面を均一に冷却して、焼入れ硬さを均一にするのは難しいことです。
水冷する鋼種の硬さムラは避けられない
水冷が必要な鋼種は「焼入性が低い」炭素鋼や低合金鋼などです。
それらは、刃物などに用いて焼入れすると、刃先だけが硬化して、胴部は焼が甘くなる(硬さが充分に入らない)状態になります。
このことで、刃先は切れ味が良くて、胴部は硬さが低くて折れない強靭な刃物ができます。
つまり、「焼入れ性が良くない」ということは、欠点でもあり、利点にもなります。
日本刀の熱処理は難しいというイメージですが、熱処理の理屈から言えば、この熱処理は理にかなっていて、操作も特に難しいことでは無いので、カスタムナイフなどを趣味で作られる方は、ぜひ自分で熱処理をすることに挑戦してほしいと思います。
水焼入れする鋼種は「炭素工具鋼」「高炭素低合金工具鋼」の部類ですが、それらは、「刃物用鋼」として、今日でもたくさんの鋼種が製造されて販売されています。(→こちらに刃物鋼の記事)
冷却シミュレーションの例
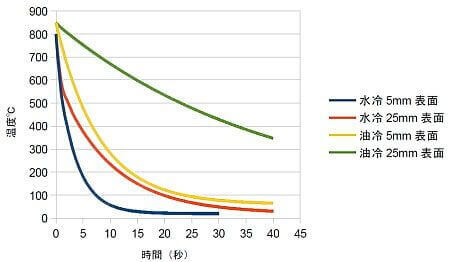
これはSK85(炭素工具鋼)の小さな丸棒を油冷・水冷した時の表面温度の推移をパソコンを使ってシミュレートしたものです。
ここでは詳しく説明しませんが、この鋼種SK85は、水冷して非常に切れ味の良い刃物ができます。
ただ、約550℃までを約3秒以内に冷やさないと、62HRC以上の硬さが出ません。
図のように、5mm以上より太い丸棒では、この条件を満たして冷却するのが難しくなってきますし、5mm径でも、油冷すると、充分な硬さが得られないこともわかります。
このシミュレーションでは、冷却性能を表現する熱伝達係数hという指標を変えて計算しています。
熱伝達係数は「cal/sec.mm2.℃」という次元を持つ数値ですが、ファンを使った空冷での冷え方を1とした比では、油冷は8倍、水冷は40倍冷えやすいという数字を使っています。
これを見ると、水冷は非常に冷却が早いということがわかリます。
水による冷却は、速く冷えすぎるために、残留オーステナイトが増えすぎたり、部分的な温度差で変形や割れの危険性が増えるので、焼入れ性の良い鋼種には不向きです。
水焼入れをする鋼種は、さらに、焼入れ温度から急速な冷却開始までの時間が短ければいけないので、早い焼入れ操作が要求されます。
これもあって、自動化(装置化)が難しい … のです。
だから、水焼入れの設備を持たない、つまり水焼入れの熱処理はしない(できない)という熱処理業者さんも多くなっています。
水焼入れは家庭のコンロでもできる
水焼入れする鋼種の適性焼入れ温度は900℃以下のものが多いので、個人が熱処理をしようとすれば、家庭の都市ガスを使って、小さなナイフなどは簡単に焼入れすることもできます。
ただ、水焼入れした場合は、シミュレーションと違って、実際の硬さを測定すると、少し肉厚部分では、先の蒸気膜の影響で、非常にムラがある状態になってしまいます。
これはしかたがないことです。
もちろんその状態でも、刃先はしっかり硬化しており、日本刀や高級料理包丁のように切れ味が抜群の刃物になります。
現在のように、硬さ計で測定して、その数値で製品の良否を判定する場合は、「硬さムラが大きくて不合格 … 」というような、変な評価になってしまうかもしれませんが、名工が熱処理した日本刀でも、同様に硬さムラはあります。
つまり、これらの水焼入れする鋼種では、硬さ判定で熱処理の良否を決めるのには無理があるのですが、反面、これらの焼入れ性の悪い鋼種には、工業的熱処理とは違った面白い世界があると言えます。
