これは、質量効果(mass effect)とも言います。(→こちらの「質量効果」でも記事あり)
質量効果の言葉自体がわかりにくい
熱処理では、品物の形状が大きくなるにつれて、焼入れ時の冷却速度が遅くなります。
そのような、焼が入りにくく(硬化しにくく)なることなどを説明するときに、「マスエフェクト(質量効果)で焼きが入らない」や、「充分に硬さが出ないのはマスエフェクト(質量効果)によるもの」などのように表現されます。
これも、具体的な数値がないので、これも言葉の内容を分かりにくくしているようです。
具体的な例をあげてみていきましょう
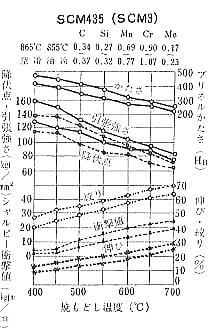
例えば、このような鋼材のカタログにある熱処理試験のデータのほとんどは、φ15程度以下の小さな試験片を用いて試験されたものです。
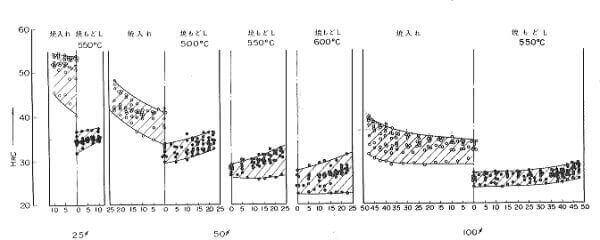
それが、少し大きい試験片になると、下の図のように、値が変わってきます。
つまり、少し大きな品物を焼入焼戻しをすると、上のような硬さにはならないということが起こります。
下図は、φ25~100 のSCM435を焼入れ焼戻しした時の、焼入れ硬さと焼戻し硬さを示しています。
同じSCM435の材料であっても、鋼材径が大きくると、表面硬さや焼戻し硬さは低くなっていきます。
そして、焼入れした時に十分硬化していないと、焼戻しした時の硬さも低いということなどが概念的につかめるという図です。(残念ですが、このようなデータはそんなに見当たりません)
この、焼入れ時に品物のサイズの影響を受けることが「質量効果」です。
そして、焼入れしても目的の硬さに硬化しない状況を、「質量効果の影響で十分な表面硬さがえられない」などと表現されます。
少し横道にそれますが …
鋼種ごとの熱処理データはほとんど見当たりません。
さらに、上の2つの図表の硬さの表示が HBとHRCで違っているなどもあって、さらにわかりにくくなっているかもしれません。
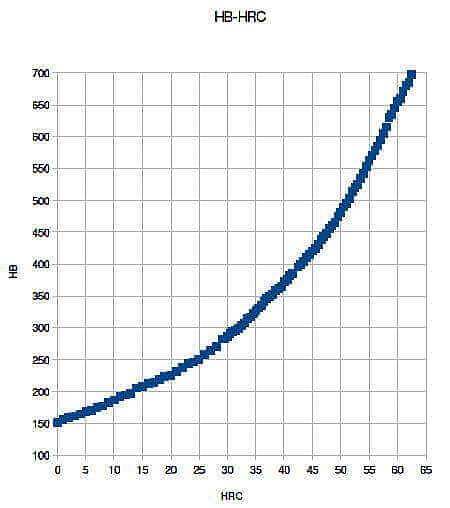
これは、JISハンドブックの熱処理編の巻末にある、いくつかの換算表の数値でHB-HRCの関係をプロットしたものです。
これを使って、上の2つの図から、例えば、図1で550℃焼戻し硬さは320-380HBの間なので、例えば、360HBとすると、HRC換算値は40.0HRCです。
図2のφ25の550℃焼戻し硬さは35HRC程度になっていますね。
すなわち、この数値の差は、棒径によるマスエフェクトの結果が表れているということですね。
実際の熱処理操作では、質量効果(品物の大きさの影響)による焼入れ時の硬さ低下は、必ず生じます。
だから、大きい品物の焼戻し温度を決める場合は、品物の焼入れ硬さ(焼戻し前の硬さ)を測定して、これらの表をつかって熱処理曲線(図1のようなグラフ)から硬さを読み取り、その差異を加味して目標硬さに対する焼戻し温度をきめるという作業をします。
このような方法は書籍に書いているものではないのですが、熱処理現場の技術者はこのような独自の方法で、少ない資料だけで、目的硬さになるように焼戻し温度を決めて作業することがしばしばあります。
極端な例では、機械構造用鋼などの焼入れ性の低い鋼種では、品物が大きいと、焼入れ状態の硬さが、すでに焼戻しの硬さになっている場合もあります。
このように、実際の現場の熱処理になると、書籍にない内容に出会っても、既存の少ないグラフの見かたで対処することも多いのです。

