熱処理における加熱に関係するする時間には、昇温までの時間、均熱に要する時間、目的温度に保持している時間、トータル加熱時間 … などがあります。
しかし、これらの用語や表現については、きっちりとした定義はないようで、1つの考え方ですが、下に例をしまします。
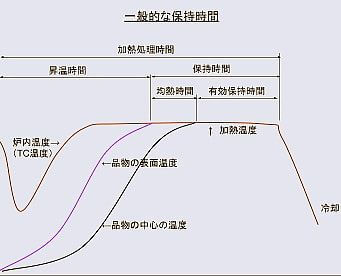
ここでは、品物を加熱炉に入れて温度を上げるときの温度状態を見ていただくといいのですが、品物を炉に入れると、まず、炉の調節温度が目的の設定温度になって、その後に、品物の表面や中心の温度が追従していることを示されています。
そして、保持時間の基準は、品物の表面温度が目的温度になったときからの時間としています。
もちろん、炉内温度は、炉に取り付けた熱電対の温度なので、品物の温度の状態がわからないので、その時点をどのようにして決めるのかは不明瞭さがあります。
そこで、実際の熱処理作業では、熱処理チャート(記録紙などの温度記録)などから、品物の表面温度や均熱時間を標準化しておいて、それで作業するようになっています。
この場合に、例えば、実際の熱処理作業の熱処理記録には、「560℃x3時間・空冷」というように記録します。
これは、記録紙上で560℃になって、品物がその温度に達したと考える時点から、3時間経過して保持して、その後に空気中で放冷したということで、この3時間は余裕を持った時間です。
このように、加熱(保持)時間については、一般熱処理作業では、意外と大雑把です。
これは、時間の影響よりも、温度による影響のほうが非常に大きいという理由です。
つまり、熱処理では、硬さを決めるための温度と時間の関係は、焼戻しパラメーター(例えば、パラメータP = 温度xlog[時間])などのように、時間による熱処理変化は、温度の影響に比べて鈍感で、P(たとえば硬さなどの変化)に対して、温度は「実数」で働きますが、時間は対数で働くので、時間の影響が小さいということです。
焼戻しパラメータについてはこちらで説明しています。
これを簡単にいうと、焼入れで熱処理温度が10℃変わると、硬さや組織に影響しますが、1時間の加熱時間を3時間にしても、硬さや組織への影響は少ないということです。
品物が均一に加熱されておれば保持時間はいらない
熱処理での保持時間の本来の考え方としては、「品物が目的の温度になってからその温度に保持する時間」を言います。
しかしこれは、品物を加熱したときの品物内部の昇温は確認できませんから、一般的には、均熱のための時間を見込んで、その時間を加算して保持時間としているのが一般的です。
極論的には、品物が目的温度になれば、保持なしでも問題はないということですが、均一に目的温度にならないので、保持時間を取っていると考えていいでしょう。
昔は、保持時間は「1インチ30分」といわれていました
これは、アメリカから伝わった、古くからある表現(経験的な考え方)で、特に技術的な根拠はないという人もいます。
それは当然ですが、逆に言えば、特に時間にこだわらなくてもいいということなので、これを一つの基準に考えておいても、問題にはならないということなのでしょう。
低合金鋼では焼入れの保持時間は不要といいますが
さらにまた、近年では、「機械構造用鋼の焼入れ加熱における保持時間は不要」という考え方が主流になっています。
ただ、構造用鋼などの低合金鋼ではない、高合金の工具鋼などでは、「炭化物の溶け込み時間を考える必要があるために、適当な保持時間が必要だ」… と説明されることが多いようです。
そうすると、保持時間はどのように考えるのがいいでしょうか?
これについて、ソルトバスを用いて、焼入れにおける保持時間の必要性の有無などを試験をしたことがありました。
その結果は、焼入れにおける保持時間については、構造用鋼でも、工具鋼でも、特に時間をおく(保持する)必要はないという結果でした。
しかし、これは品物に熱電対をつけて、温度をきっちり測った実験ですので、実際の熱処理作業とは違います。
つまり、現状の加熱炉の各部の温度差(温度分布)は10℃程度はあるので、そうすると、実際の作業では、炉への品物の置き方や部位で温度の影響を受けています。
だから、実際の熱処理作業では、保持時間をとって、品物全体が均一温度に近づけるようにしています。
しかし、色々な意見や考え方があるようです
焼入れ時の保持時間についても、いろいろな考えや意見があります。
そして、実際の操業での保持時間も異なっていると思います。
しかし、どこの熱処理事業所も標準化した作業をしているので、特に問題が起きることはないと言ってもいいでしょう。
これは、かなり曖昧で、混乱しそうな言い方ですが、これについて少し補足説明します。
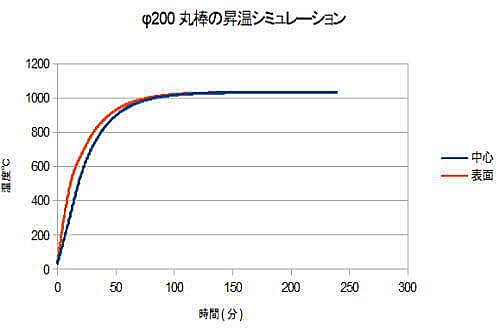
この図は、SKD61のφ200x1000の品物を、1030℃になった大気加熱炉に入れて加熱した時の表面と中心部の温度をコンピュータシミュレーションをしたものです。
これを見ると、通常の大気炉の加熱速度であれば、加熱途中には中心と表面の温度差があっても、目的温度に近づくと、ほとんど内外の温度差はなくなってくることがわかります。(このシミュレーションは熱伝導を含めて計算しているのですが、伝導速度は大きいので、内部の昇温は意外に早いということですね)
このことは高合金鋼であっても、「品物の表面が目的温度になっておれば内部もその温度である」と考えていいということです。
だから、「表面温度が目的温度になっておれば、保持時間をとってもとらなくてもいい」ということになります。
しかし、実際の設備(炉)では、シミュレーションと違って、炉の温度分布も均一ではありません。
そして、炉に入れた品物に大小があれば、品物が目的の温度になった時点を正しく確認することも難しいことです。
だから、あえて均熱時間は全く不要として作業するのは考えものです!!!
このことから、無理に保持時間なしの作業をするよりも、適当な時間をとるほうが熱処理での間違いが起こらない … と考えています。
つまり、保持時間が不要と言われる構造用鋼に対しても、加熱不足や炉の特性から生じる不均一な加熱によって、「焼が入らない」「硬さむらが出る」などの危険性を回避する意味もあるので、ある程度の保持時間をとるほうが無難でしょう。
ともかく、保持時間は、温度をあげるほどには時間を長くする影響が少ないので、「1インチ30分」としても特に問題はないので、ゼロするのはやめたほうがいいでしょう。
ハイスの焼入れは時間厳守で
しかし、高温で焼入れする高速度鋼(ハイス)は、「高温短時間」という特殊な焼入れ方法をとりますので、結晶粒が増大しないように、長時間加熱は絶対に禁物です。
このために、高速度鋼の焼入れ時の加熱では、予熱などをうまく使って品物の各部の温度差を少なくなるように加熱するようにして、さらに、加熱時間を長くしすぎないことが重要です。(ここでは詳細は割愛します)