通常の焼戻し曲線は焼戻し温度とその硬さの関係を示しています。
一方、焼戻し硬さは温度と時間の関数として捉えることができることから、その関係を表した下図のような図を「焼戻しパラメータの図」と呼んでいます。
 f
f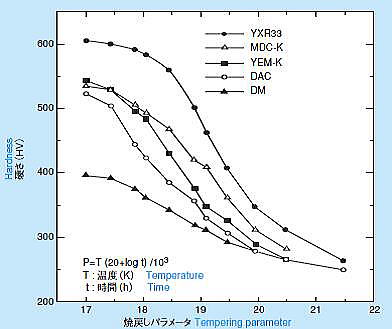
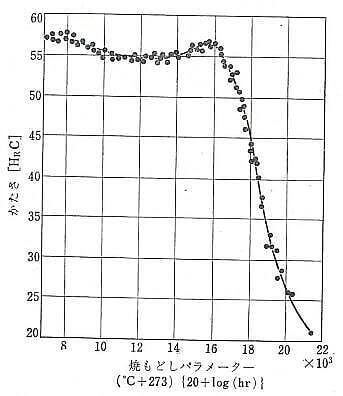
最初の例はSKD61の焼戻しパラメータを図示したもので、次の図はプロテリアル(旧:プロテリアル(旧:日立金属))さんのカタログに示されている各鋼種の焼戻しパラメータの図です。
少し見にくいのですが、左では、P=(℃+273){20+log(hr)}という関係で硬さの変化を表現していますし、右の図は、P=T(20+log t)/10^3 として、温度と時間の関係を表した図になっています。
見方と使い方
プロテリアル(旧:日立金属)さんの図では、例えば、使用中に金型の温度が上昇することで金型の硬さが低下して寿命を早めるので、それを高温強度の評価として表示しています。
つまり、熱間工具鋼では、高温の環境で硬さ低下の少ない鋼が長寿命と評価できるので、その比較を示す図としてカタログに掲載されているようです。
焼戻しパラメータの図をどのように使うのかということについては難しいことですが、焼戻しの軟化抵抗の大きさなどをイメージできますし、経験的に焼戻し作業でやっている「低めの温度で長時間焼戻しすることで、硬さを揃える」などの方法も、品物を均一にするための、理にかなった方法であることが数字でとらえることもできます。
この一例ですが
たとえば、5mを超える長尺の品物や総重量の大きな品物の硬さを均一に揃えるのは大変なことです。
特に、500℃以上の高温焼戻しでは、5℃程度の炉の温度差があれば、品物の端面と中央部では昇温の差が出てしまって、硬さの差が生じてしまいます。
それを回避するために、しばしば、目的温度より低い温度で長時間の焼戻しをする方法で硬さをそろえるような工夫します。
これも、時間と温度の関係を利用する方法といえます。
パラメーターでは、硬さは「20+log(時間)」の関数ですので、ある硬さにするためには、少し焼戻し温度を下げて長時間焼戻しするか、少し高い目の温度にして、短時間で焼戻しすればいいということになります。
このように、時間の影響は対数的に作用するので、ごく少し硬さを落としたい場合の保持時間を考える場合などにも応用できるでしょう。
高温短時間焼戻し
製品の一部だけを硬さを下げたい場合には、高温短時間焼戻しする方法があります。
それも、この温度と時間の関係で考えることができます。
たとえば、品物全体は硬さが必要で、先端部分だけを少し硬さを下げたい場合は、先端だけをソルトバスで焼戻しする方法があります。
その場合に、200℃で焼戻しをした品物であれば、先端だけを、たとえば、500℃のソルトバスに短時間浸漬して、本体の温度が上る前に取り出せば、本体の硬さ低下を抑えて、先端の硬さを低下させることができます。
もちろん、実際にやってみると、焼戻しパラメータで計算したようにはいかないので、現実的には、確認実験をして条件を決めないと行けないケースが多いのですが、このような焼戻しのやり方は、焼戻しパラメータの考え方の「温度と硬さはある関係がある」という考え方を応用しているといえます。
焼戻しパラメータの図を作っているプロテリアル(旧:日立金属)さんのデータは貴重なデータですし、このような考え方を、実際の品物の焼戻しに適用すると面白いのですが、いちいち計算しなくてはいけないので、通常の焼戻し温度と硬さの関係を示した「熱処理曲線(焼戻し温度と硬さの図)」のほうが使いやすいと思います。
だから、今後、このようなデータが増えることはないと思いますが、このデータは無駄ではないと思っています。