通常の焼入れは硬いマルテンサイトを得るのが目的ですが、じん性などを付加する目的で、冷却速度の調整や恒温処理によってベーナイト組織を得る焼入れ方法を「ベイナイト焼入れ」といいます。
これについては、詳しい資料も少ないのですが、オーステンパー(熱浴などを用いて行なう恒温熱処理)などもこれに属します。
オーステンパーとは、塩浴などを用いて、恒温変態を利用して、じん性の高い状態の焼入れをする熱処理法です。(→こちらにオーステンパーの記事あり)
ベイナイトは、マルテンサイトとパーライトの中間的な組織で、マルテンサイトが生成する温度(Ms点)直上で長時間の恒温処理(一定温度で保持してから冷却するなどの方法)をすると、下部ベーナイトが生成されます。
低合金鋼などをベイナイト組織にすると、同硬さであってもじん性が高いものになる場合は多いので、このような人為的な組織操作をすることによって、優れた特性を出すことができる熱処理の一つだと考えていいでしょう。
もう少し踏み込んだ言い方をすれば、マルテンサイト生成温度直上の下部ベイナイトよりも、組織的に微細な、パーライトが生成しない比較的高温域での恒温処理で生じる「上部ベイナイト」を生成させる焼入れ方法と考えていいでしょう。
ベーナイト焼入れは良くないという話と違います
ここでは、本来のべーナイト焼入れの長短所の説明ではありませんが、ベーナイトが出る焼入れは良くないという内容で節米されることがあるので、それを紹介します。
熱間工具鋼などでは、「べーナイトが出ないように熱処理するのが良い … 」と説明されています。
これは、ベーナイトによる優れた特性を得るための熱処理でなく、熱間工具鋼で、焼入れの冷却が遅いためにべーナイトが出現する焼入れをするといけない … というものです。
ベーナイト組織になる焼入れはいけない … という理由は、冷却速度が遅くなることで、本来のマルテンサイト組織ではなく、冷却が遅い場合に見られるベーナイト組織が出現すると、衝撃値が低下して、それが、早期破壊の原因になる … と説明されています。
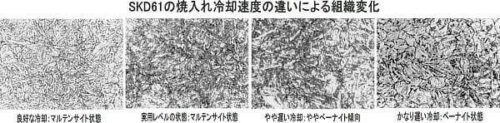
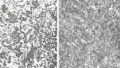
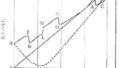
これは、SKD61の焼入れ途中で、500℃以下の冷却速度(時間)を遅くしていった時の組織を比較した、プロテリアル(旧:日立金属)さんの技術資料にあるものです。
ここには、焼入れ冷却時に、Ms点にかかるまでの時間が遅れると、マルテンサイト変態をせずに、ベーナイトに変態するという説明があります。
この場合は、焼入れ硬さも冷却速度の低下とともに低くなっていきます。 そしてまた、シャルピー衝撃値も低下傾向になリます。
ただ、これは一般論です。
SKD61のような焼入れ性の良い鋼種であっても、品物が大きくなると、冷却が遅くなり、完全なマルテンサイトでない状態になるのは当然です。
だから、品物が大きくなると、小さな試験片の衝撃値よりも低い状態になるのは避けられませんし、要求された硬さにするための焼戻し温度も変わってきます。
これは、熱処理の不具合ではなく、品物の大きさによるためのものですが、組織で見ると、できるだけ冷却を早くする必要がある … ということです。
その対策としては、空冷鋼であっても、油冷をして冷却速度をあげる方法などが行われます。
もちろん、変形や割れの危険性が増えますので、どんな品物でも、冷却速度をあげれば良いというものでもありません。
このように、通常の品物の熱処理では、カタログの値とは違う(特性が劣る)のが当然ですし、品物が大きいとそれが加速されますが、それは仕方がないことです。
しかし、ステレオタイプに「ベーナイト焼入れ → 冷却不良 → 熱処理が原因 … 」と、短絡的に考えられて説明されている場合や、報告書でこれを指摘しているものもあります。
しかし、これは適切な説明の仕方ではありません。
熱処理の目的の真意を理解して、それが熱処理の問題なのか、もしそうなら、改善策を講じることができるかどうか … などを発展的に考えていかないといけません。
実際の大きな型材の熱処理では、油冷をして途中の温度で引き上げたり、恒温槽を用いるなどで、初期の冷却速度を確保しながら焼割れや変形を少なくするなどの特殊な熱処理方法が取られます。
もっと特殊な例では、空冷鋼を水焼入れする場合もあります。
もちろん、水冷すれば変形も大きいですし、残留オーステナイトの問題や、変な応力状態になって割れてしまうなどの危険もあります。
しかし、組織や硬さを優先するなら、このような危険な特殊熱処理が必要な場合もでてきます。
これらはもちろん、教科書的な方法ではありませんが、このように、組織や特性を優先して、変形や割れの危険を押して熱処理の仕方を変えることもあるという例を紹介しました。
この項は、本来の「ベーナイト焼入れ」は「良くない熱処理」という説明ではなく、「ベーナイト組織になるようにして『じん性』などを増強する熱処理」というものですので、間違わないように注意ください。