高速度鋼を正規の焼入れ温度よりかなり低い温度で焼入れし、低温焼戻しすると高じん性が得られる特殊な熱処理方法は「アンダーハードニング」と呼ばれていました。
この熱処理は、(ごく一部でしたが)昭和年代後期まで行われていました。
しかし、高速度鋼は高価ですし、耐熱特性などの本来求められる特性が損なわれることや、低硬さで使用する目的のマトリックスハイス(セミハイス)などが開発されたこともあって、近年ではこのような熱処理はほとんど行われていません。
アンダーハードニングの例
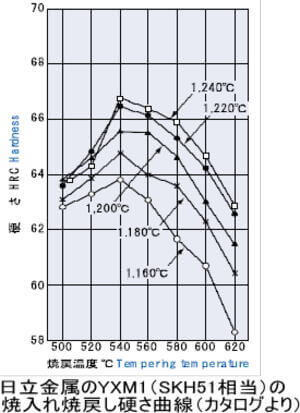
通常の高速度鋼(ハイス)は耐熱性、耐摩耗性を得るために、一般的な冷間工具鋼(例えば SKD11 の焼入れ温度は1030℃前後)ですが、例えば高速度鋼のSKH51では通常では1200~1240℃に加熱して焼入れします。
これに対して、1030℃程度の、通常の冷間ダイス鋼と同じ焼入れ温度で焼入れをして、200℃程度の低温焼戻しをすることで、通常焼入れのもと比べてシャルピー衝撃値が1.5~2倍の高いものが得られる焼入れ方法を「アンダーハードニング」と呼んでいました。
筆者の知る限りでは、1975年以前に、温間鍛造金型や耐衝撃用途に、この方法で熱処理することが行われていました。(記憶では、タングステン系のハイスなど、その他の鋼種はこの方法は行われていた記憶はありません)
しかし、高速度鋼は高合金であり高価ですし、さらに、高温焼戻しをした通常の高速度鋼(ハイス)に比べて耐熱性や高温強度、耐摩耗性が劣るために、このアンダーハードニングという熱処理は次第に行われなくなり、現状ではほとんど行われていないようです。
現在では、アンダーハードニングによるじん性向上策に変わって、ハイスとダイス鋼の中間的な新しい材料が開発されて、それを用いるようになっています。
これらの鋼種はマトリックス系ハイス(セミハイス)と呼ばれ、硬さとじん性を兼ね備えた成分系のハイスで、鋼材価格も従来ハイスに比べて安価なこともあって、アンダーハードニングは行われなくなりました。
マトリックス系のハイスは熱間工具鋼と高速度鋼の中間的な成分のもので、使用される硬さが58-62HRC程度で使用する、耐熱高じん性工具の用途鋼として各社が開発しています。
ハイスは焼入れ温度の影響は大きい
アンダーハードニングのように、極端な低焼入れ温度での熱処理は行われなくなりましたが、一般的には高速度鋼の焼入れ温度を下げることでじん性は高くなリます。
その反面、極端に耐熱性は低下するという欠点もでてきます。
このために、あえて高価な高速度鋼を使わなくても、ダイス鋼などで代替することができるとする考え方から、このアンダーハードニングという熱処理方法が廃れていったと考えられます。
しかし、高速度鋼のSKH51について言うと、JISなどの標準焼入れ温度は1200℃程度で63HRC以上の硬さを得ますが、熱処理を依頼される製品では、使用中の割れ・欠けなどの対応のためにじん性が求められて、61-63HRCと低目にする品物が比較的多いこともあります。
筆者が勤務した第一鋼業では、古くから、(特にMo系の高速度鋼では)焼入れ温度を低めにすることでじん性向上に対応しており、製品寿命が安定するという評価も多かったことから、JISの焼入れ温度範囲ではなく、低めの焼入れ温度を採用することが多かったようです。
一般的には、高速度鋼のじん性は、硬さの影響の次に、焼入れ状態の影響が大きいという考え方があります。
これは、たとえば、同じ硬さで高じん性を望む場合は、焼戻し温度を上げて硬さを決めるよりも、焼入れ温度を下げるほうがいい … という考え方です。
このように、製品の寿命を改善したい場合に、いろいろな熱処理の考え方があるということを記憶しておくと良いでしょう。
現在では、アンダーハードニングが行われた頃とは違って、高速度工具鋼の熱処理はソルトバスから真空炉に移行してきており、焼入れ温度をこまめに変えて焼入れすることは少なくなっていますが、製品の寿命はいろいろな要因で決まるので、この方法がいいというのではなく、その他のやり方を考えることで改善される方法もあるということを頭に入れておくといいでしょう。