焼入れした品物を700℃程度以下の適当な温度に加熱して、硬さや組織を調節する処理が「焼戻し」です。
焼戻しの加熱後は、一般的には空冷します。ただ、鋼種によっては、油冷などで急冷が指示されるものもあります。
ここではほとんど、理論的なことにはふれていません。
炭素鋼や低合金鋼では、焼戻し温度を高くしていくと、温度が高くなると硬さ(強さ)が低下していきます。
硬さの低下に伴って、延性やじん性が上昇する傾向になり、耐熱性(温度が上がっても硬さが低下しにくい)も上昇します。
高合金鋼では、500℃程度で硬さが上昇する「2次硬化」がみられます。
高い硬さで使う鋼種では、焼入れをした後に長時間放置しないように「焼戻し」をして、割れや変形に対処する必要があります。
ただ、通常の品物では、JISやカタログにあるような小さな品物の場合と異なることもあります。
これらを紹介します。
(注)「焼戻し」の表記はJISに基づくもので、JISの前身の熱処理工業会規格JHSで「焼戻し」と表記されていたものがJISに引き継がれているようです。
焼戻しの温度-硬さ変化の傾向は3種類
これは、冷間工具鋼(たとえば、SKSやSKDの鋼種)の硬さ傾向のパターン例を示しています。
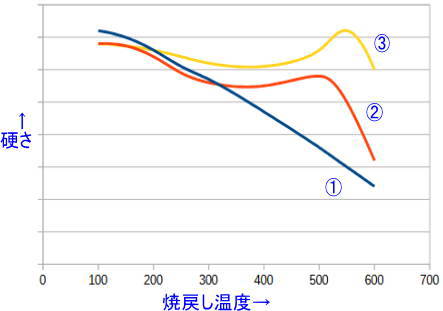
通常の鋼種の多くは、①のように、焼戻しする温度が上がるに従って硬さが低下していきます。
構造用鋼や低合金工具鋼などはこのような硬さ傾向ですので、目標硬さに対して焼戻し温度を変えて「焼戻し」をします。
それに対して、②のように、ダイス鋼などの高合金工具鋼(SKD11や8%クロム鋼など)では、温度を上げて焼戻しすると、いったん硬さは低下する傾向で、それが、500℃付近から再硬化します。
それを「2次硬化」といい、その最高硬さの出る温度以上での焼戻し処理を、特に「高温焼戻し」と言って区別していう場合があります。(高温焼戻しに対応するのは、低温焼戻しと呼ばれます)
通常の冷間工具用鋼は低温の焼戻しで使用される
多くの場合は、200℃程度の焼戻しで使用するのですが、高温焼戻しをすれば、使用時に温度が上がっても、焼戻し温度までの硬さ低下がほとんどありません。
もちろん、硬さ以外の特性も変わるので、どの温度で焼戻しをして硬さを決めすのかは鋼種ごとに検討する必要がありますが、熱間工具鋼では、高温焼戻しが基本です。
さらに、③のように、ダイス鋼よりも合金量の多い高速度鋼(ハイス)の多くは、焼入れ時の残留オーステナイトが多いために、焼入れした状態の硬さよりも、高温焼戻しをしたほうが硬くなります。
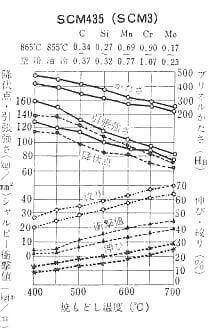
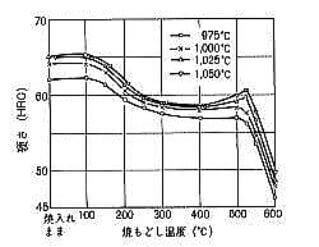
左は SCM435 の調質、右はSKD11(プロテリアル(旧:日立金属)のSLD)の焼入れ焼戻しの硬さ推移を示す熱処理曲線です。
構造用鋼などの調質(焼入れ焼戻し)は、SCM435のグラフのように、焼入れ後に比較的高温の焼戻しをして、品物の表面と内部の硬さなどの機械的性質を均質にする熱処理です。
そのため、通常はこのグラフのように、低温域は示されていませんが、高い硬さが必要な場合は、180℃程度の温度で焼戻しして使用します。
また上右図のように、工具鋼などでは、焼入れ温度によって焼戻し硬さや機械的な性質に影響をうけることが多いので、ここにあるように、焼入れ温度での違いが示されている場合もあります。
強さ(硬さ)や耐摩耗性が必要な場合は高めの温度を、じん性が必要な場合は低めの温度を使うことが多いために、このような多数のグラフが示されます。
焼入れと焼戻しは一連作業で実施する
焼戻しは、焼入れ後に硬さや機械的性質を調整するために、焼入れに続いて再加熱をする熱処理です。
上図のSKD11は高い硬さの工具類などに使用されることが多いので、その多くは200℃前後の焼戻しによって、高硬さの状態で使用されます。
高温特性を良くしたい場合などには、520℃以上の温度で焼戻しをする場合もあります。(もちろん、硬さが同じでも、その他の機械的性質は同じではありません)
工具鋼などの高合金鋼の高温焼戻しは、通常は少なくても2回行う必要があります。
工具鋼でも、低温の焼戻しの場合は1回でいいと主張する人もいます。
しかし、実際の品物の熱処理では、少し大きな焼入れ性の良い工具鋼の品物は、焼割れや変形の懸念から、完全に常温になる前に焼戻し処理に入るので、カタログなどにある以上に残留オーステナイトがあります。
それの一部が1回目の焼戻しで変態して硬化するので、その部分の焼戻しをするために、必ず、2回の焼戻しが必要です。
「高温焼戻し」は熱処理費用も時間もかかります
高温焼戻しは、500℃以上で2次硬化する鋼種に対して有効です。
そこで、2次硬化する鋼種では、高温焼戻しに対して、通常の200℃程度の焼戻しを「低温焼戻し」といって区別されることもあります。(この言い方には少し違和感がありますが・・・)
この場合ももちろん、残留オーステナイトなどの影響をなくするために、必ず、2回以上の焼戻しをする必要があります。
また、Co W Mo などが多い鋼に対して、3回以上の焼戻しを推奨されていることもあります。
理由はともかく、少ないよりも多いほうが良さそうなのですが、時間と費用がかかります。

