一般熱処理での「全体焼入れ」のことです。
これは熱処理業界の用語で、全体焼入れの反対語は、「表面焼入れ」「部分焼入れ」です。
例えば、構造用鋼などの焼入れに呼称されることが多く、品物全体を焼入れすることを熱処理現場では「ズブ焼きをする」などと表現されています。
全体焼入れは、品物全体を加熱して急冷(水冷や油冷)をして硬化させることですが、全体が加熱されるので、質量の影響(質量効果)を受けやすく、高周波焼入れのように表面部分だけを加熱冷却する場合に比べて、表面の冷却も遅くなるので、例えば同じ棒径であれば表面の硬さが出にくいということになります。
しかし、その反対に、全体焼入れでは内部に向かってなだらかに硬さが低下しますが、高周波焼入れでは、周波数で加熱深さ(硬化深さ)は決まるので、加熱深さ限度を超えた内部では急激に硬さが低下する境界ができます。
この特性を理解して熱処理方法を決めるといいでしょう。
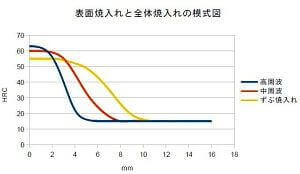
焼入れ深さの模式図
調質についての考え方
構造用鋼で焼入れ性の高くない鋼種(たとえばS45C)を全体焼入れ(水焼入れ)をすると、質量効果により表面硬さと中心硬さの差が大きくでます。
さらに、それよりも品物が大きくなると、古いJISで示されていた調質硬さ(S45Cでは201~269HB)すら確保できなくなります。
「調質」とは、品物内外の強度(硬さ)の差をなめらかにするために 500℃以上 の高温で焼戻しすることをいいます。
しかし、品物が大きくなるにつれて、質量効果の影響で表面硬さの低下や表面と内部の硬さの差が発生します。
そのために、表面硬さを確保しようとすれば、当然、焼戻し温度を下げる必要があります。
そうすると、さらに表面と内部の硬さの差が残ってしまうことになります。
こうなっては、本来の内外の機械的性質を均一にするための「調質」とは言えなくなりますが、表面硬さを確保しようとすると、このような状況になります。
このようなことは、熱処理に精通してくるとわかってくるのですが、書籍などにはほとんど書いていないことですから、品物の構造や強度を考える上では大切なことで、機械の設計者には知っておいてほしい内容です。
表面と内部の硬さ
これらのデーターが少ないのですが、SCM435の例を示します。
一般的には、硬さは表面硬さしか測定できないために、内部硬さがどうなのかは知りたい場合が多いでしょう。
しかし、このようなデータはほとんどなくて、多くの鋼種の、少し大きな品物の内部の状態はほとんどは『わからない』という状況です。
それを推測する熱処理の考え方では、ジョミニ試験から推測する方法、シミュレーションソフトを用いて、鋼材内部の冷却速度を計算で求めてCCT曲線にあてはめる方法、既知のUカーブなどから推測する方法など、いくつかあるのですが、やってみるとわかるのですが、残念ながら、結果に作用する要素(ファクター)が多くあって、実際の品物に当てはめるのも難しいし、それが出来ても、正確度が保証できるかどうかもわかりません。
シミュレーションすればいい … と思うでしょうが、推定する程度であれば出来ますが、使えるような結果を得るのは大変です。
それもあって、重要部品などの場合には、費用はかかりますが、実際の形状で予備試験をするのが確実です。
ジョミニ試験の結果で推定する方法
比較的わかりやすい例の1つを紹介します。
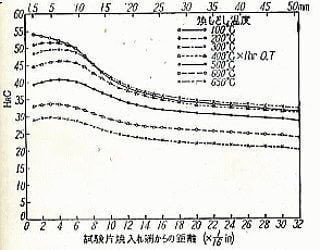
これは、SCM435のジョミニ焼入れ性試験の一例です。
JISによれば、SCM435は油冷する鋼種です。 しかし、この試験では水冷をして、それを各温度で焼戻ししたときの硬さ推移を示しています。
旧JISの調質硬さ(参考)は 269-321HB でHRC換算では 27-35HRC ですので、この図で見ると、600-650℃程度で焼戻しをすれば表面硬さはその硬さになることがわかります。
実際の焼入れは「油冷」ですので、この試験とは違いますが、十分な冷却をする場合は、硬さは炭素量で決まるので、焼入れ冷却方法は考えないことにします。
その温度で焼戻しすると、内部の硬さとの差も縮まって、調質の効果(強さとじん性の上昇)をえられることがわかります。
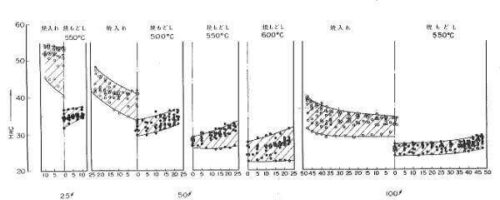
つまり、このジョミニー焼入れ性試験は、25mm丸棒の端面を水冷していることから、50mmの部分では水冷効果はほとんどないので、空冷での焼入れ直後は35HRC程度の硬さになっており、それが650℃の焼戻しで22HRC程度になっています。
それに対して、水冷している端面は、55HRC のものが 650℃の焼戻しでは、30HRC であることから、高温に焼戻しすることで内外の硬さの差が縮まっています。
これが強さを均一化する「調質」の効果と言えますね。
このように、焼入れ性の低い構造用鋼などの鋼種の強さ(硬さ)推定などにこのようなジョミニ試験のデータが活用できます。
【私のひとりごと】
上のようなデータは貴重なものです。 これらは昭和40年代のデータで、その多くが失われていっています。
手持ちのデータも、試験条件の詳細なども不明確になってきています。
そして、このようなデータの再構築は簡単ではありません。
今や熱処理分野は習熟したローテクの範疇になっていて、平成年代に学校の恩師に聞いた話でも、研究事例も少ない現状のようです。
だから多分、新たなデータを作成されることはなさそうです。
このHPで使用している引用文献のほとんどは1960~70年代のものです。 作成当時はすごい労力を費やされたものですから、貴重なものです。
そしてまた、このような技術データは消えていっていますので、このHPで、できるだけ残すようにしておきたいと思っています。

