鉄鋼の熱処理(焼入れ)では、品物の冷え方(冷やし方)によって組織や硬さが変化します。
そこで、水や油などの冷却剤(冷却液)に品物を入れたときの温度の低下度合いを ℃/時間 のように数値化したものを「冷却速度」で表すことができれば便利そうに思えます。
下に示す「連続冷却曲線(CCT曲線)」は、指定する冷却速度で冷却したときの組織と硬さから、鋼の焼入れ状態などを示しています。
この図があれば、品物の組織や硬さから冷却速度がわかるのですが、そんなに種類は多くありません。
これはフォーマスターという試験装置で測定されるようですが、装置を保有していても、ほとんど使われていないことが多いところを見ると、いろいろな問題が内在しているのかもしれません。
これは、3mm径の小さな試験片に熱電対を入れて、冷却速度を変えて測定できるようになっていて、変態する際に発熱反応があるのをとらえて、温度、時間、組織などがわかるようになっています。
ただ、通常の熱処理品では、連続的に等速度で冷却することは難しいですし、また、実際にそのような連続冷却を熱処理操作中にすることはできませんし、連続冷却の必要性もありません。
だから、このように、数字で冷却速度を表しているものの、ある意味では特殊な数字なので、使い勝手が悪い感じです。
連続冷却曲線(CCT曲線)
簡単にこの図を紹介します。
「焼入れ」においては、その冷却速度の違いによって、大きく組織や硬さが変化します。
これを調べてグラフにしたものが連続冷却曲線(CCT曲線 : Continuous Cooling Transformation)です。
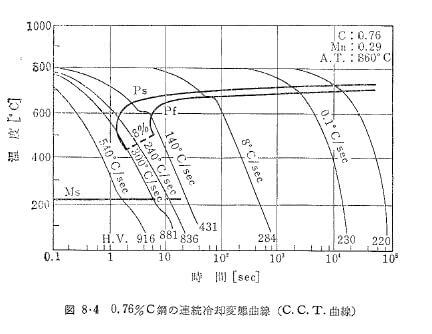
これは共析鋼の連続冷却曲線(CCT曲線)の例す。
ここでは、Psと書かれた線にかかる冷却では、焼入れ組織でない組織の「パーライト」が生成します。
そこで、全組織がマルテンサイトの焼入れ組織になるためには、この図では、300℃/sec より速い冷却速度であれば、その硬さは881Hv 以上になる … などが示されています。
ただ、通常の熱処理作業では、この図のように、常温までの温度域を連続的に冷却することはしませんので、この図は少し特殊な冷却方法です。
通常の熱処理操作の場合は、品物が大きくなると、Ms付近では、組織変化による変形や焼き割れなどが発生しないように、冷却をゆっくりする等の操作をするので、この図のように連続的に冷却しません。
そうは言うものの、この図があれば、測定した硬さから冷却の状態がわかります。
冷却速度の考え方について
実用的に使える「数値化された冷却速度」が必要かどうかは別にして、何かの数値があれば、約にタウだろうと考えて、例えば、冷却の全過程における連続的な速度ではなく、重要な瞬間(比較的短時間)の速度や区間における平均の冷却速度を表すことも考えられています。
1例ですが、パーライトが析出しないような速度が必要な場合には、瞬間の速度としては、500℃における瞬間速度や、区間速度(例えば、800~500℃までの平均冷却速度をあてる) … などが示されることもあります。
また、冷却速度とは違いますが、大きな丸棒の工具鋼の焼入れ硬さについて、プロテリアルさんでは、半冷時間という、焼入れ温度と室温の半分の時間の冷却時間を基準にして、硬さの低下と冷却状態を考えられるなどの例もあります。
しかし、どれをとっても、簡単に使えるものでないので、実際には、数字があっても使いにくいものが多い状況です。
結局は感覚的な示し方になっている?
それもあって、通常の品物を熱処理では、冷却材で冷却速度を数字ではなく、冷える速さを感覚的に捉えて表現されることがほとんどです。
つまり、冷却の速さは 水 > 油 > 空気 の中で、それに撹拌程度を加えると冷却が早くなるので、「水 静止」「油 撹拌」などと表現されているのが精一杯のようです。
そして、これらも、決まった表現方法ではありませんし、漠然としすぎるので、結局は「感覚的なもの」ですから、曖昧でわかりにくいものです。
コンピュータシミュレーション
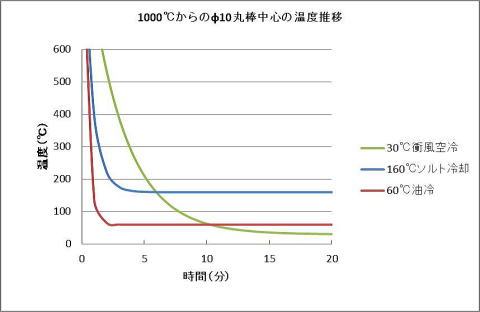
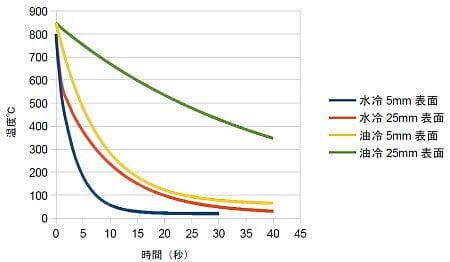
この図は、シミュレーションソフトを使って小さな品物を冷却した過程を示した例です。
シミュレーションには、熱伝達を表現するパラメータ(比熱、熱伝導率、熱伝達係数など)をつかってパソコンで演算します。
私は、この時に、熱伝達係数に使っている数字があり、(古い単位ですがcal/sec.mm2.℃で) 静止している水=0.04、静止している油=0.008、ファン空冷=0.001、大気中への放冷=0.00008 という数字を使います。
放冷の冷却性能を1とすると、油は100倍、水は500倍になり、また、ファン空冷を1にすると、油は8倍、水は40倍の冷却ができるという数字です。
もちろん、合っているかどうかを、高速記録ができる温度計(データロガー)をつかって、鋼材の中心に熱電対を入れて、実際に焼入れしたものと比べると、当たらずとも遠からずで、パラメータを調整して使っていますが、上のように(もっともらしそうな?)冷却状態はわかります。
このような単純な形状でも、うまくシミュレートさせるのは難しいので、実際の品物を考えるのはかなり大変そうです。
私のソフトは古いのですが、コンピュータシミュレーションソフトもいろいろ発売されているので、いいものがあるかもしれません。
ただ、私の感じでは、安価で実用的な結果が得られるアプリは、すこし先になる感じがします。