臨界直径とは
いろいろな冷却液を用いて丸棒を焼入れしたときに、その中心まで焼きが入った時の直径を臨界直径(Dcと表示します)といいます。
また、焼が入ったかどうかの基準では、焼入れした丸棒の中心部が50%マルテンサイトになるときの直径(D0:ディーゼロ)で表して、それを臨界直径といいます。
焼入れ冷却速度が無限大の場合(すなわち、焼入れした瞬間に水溶液の温度まで下がる状態)は、理想臨界直径Dで表現します。
以上が言葉の意味の簡単な説明です。
しかし、このことばは熱処理用語で残っていますが、聞くことはほとんどありませんし、現状で利用することがあるのかさえも、よくわかりません。
有効直径という言葉もあります
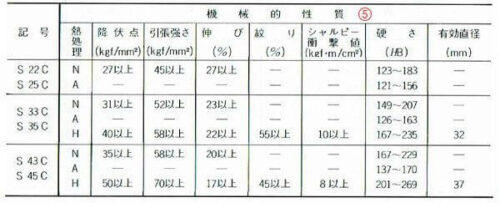
構造用鋼の調質に関連するデータで、機械的性質を確保できる丸棒の最大径として「有効直径」が示されています。
この表は過去にはJISの補足資料に掲載されていましたが、現在はJISハンドブックなどにも掲載されていません。
この「有効直径]の意味は、「この数字以下の棒径の品物に適用する」ということですが、実に理解しにくく、わかりにくい数字です。
このような、現在使われている熱処理関連の図表の多くは、昭和年代に作られたものです。 それもあって、データはあるのですが、使うことがないものも多くなってきています。
私自身も、この「臨界直径」や「有効直径」を意識して使ったことがありません。 多分、今後は実用性の乏しい熱処理用語となっていくのでしょう。
******
それらもあって、以下は、付け足しの説明です。興味あれば読んでみてください。
構造用鋼(などの焼入れ性の高くない鋼)を焼入れして、機械加工をして削り込んだところの硬さが知りたい場合を考えてみましょう。
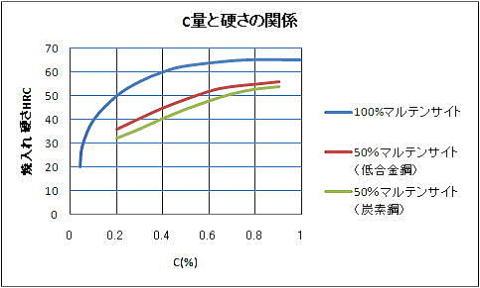
臨界直径以下の品物であれば、理想的な冷却をしたとき、このように、炭素量と硬さの関係があります。(実際は、そんなに単純ではありませんが)
しかし、通常の焼入れ(例えば水冷でのS45Cの焼入れ)では、下のように、臨界直径以下の径であっても、内部は焼きが入っていません。
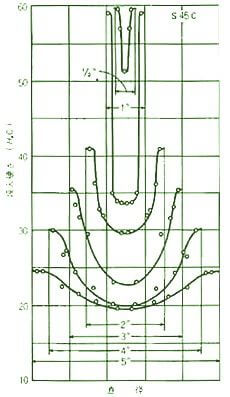
このように、焼入れ性の低い構造用鋼などでは、当然、品物が大きくなると、硬さが低下します。
また、上の図で50%のマルテンサイト量の硬さも示されています。
これは、マルテンサイト量が半分になると、この程度の硬さになりますよ … というもので、硬さの推定に役立ちそうな数字です。
例えば、棒径のどの位置に対応するのかやどのようなときにそれに対応するのかなどがわかりませんから、これも、使えるようなものではありません。
書籍には、内部の硬さを知る方法として、①臨界直径から類推する、②ジョミニ試験などの焼入れ性試験から推定する、③CCT曲線などから推定する … などで、鋼材内部の硬さの推定はできると説明されています。
しかしそれでも、実際に使うとすると、各鋼種に適用できるデータがほとんどありません。
また、ジョミニ試験は水冷の試験なので、それを使うのも少し問題ですね。
さらに、別の考え方では、冷却液の冷却能(急冷度H)が決まると、質量効果の程度(焼きの入りやすさ)がわかる … という説明もされてきました。
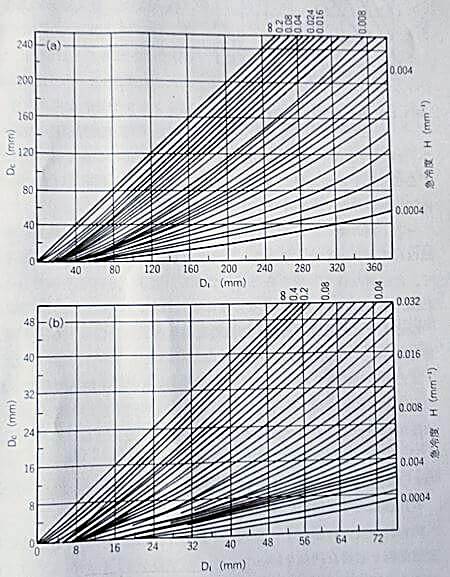
しかし、実際の熱処理(現場の熱処理)の状態と対応が難しいので、この方法も、推定はできても、使えるものかどうかもはっきりしません。
このように、熱処理用語の説明があっても、何に、どのように使うのかがわかりにくいので、結局は「使えない」ということになってしまうでしょう。
私自身も、イメージ的にはわかるのですが、これを実際の品物の硬さに関連させるのは大変で、多分、これを使って何かをするのは無理な感じです。
もちろん、熱処理現場では聞くことも使うこともない
ともかく、「こんな用語がある … 」という程度に見ておいていただくといい「臨界直径」という言葉ですが、用語があっても、熱処理現場ではほとんど聞きません。
しかし、熱処理技能仕様のテキストにはあるので、用語は知っておかなくてはならないのでしょう。
これらは、熱処理研究が華やかだった頃の名残?
私の記憶では、1970年頃までは熱処理の研究はかなり盛んでした。
このHPにあるデータの多くも、すでにそれまでに作られたものです。
それらのデータを利用して、昭和年代(末期ですが)に「机上熱処理」という考え方がありました。
コンピュータシミュレーションではなく、様々な実験値を数式化して、熱処理結果を簡単な計算で予測する方法が色々考えられていました。
もちろん、これらの精度は、かなりいい加減なものでしたが、結構、比較や検討には使えましたので、精度はともかく、「無いよりはマシ」ということで使っていた記憶があります。
これによって、鋼材内部の熱処理後の硬さなどを推測することができたのですが、この臨界直径という用語も、当時では、鋼材を用いる設計には大切だったことから、このような用語が必要だったのでしょう。
しかし、現状では、内部の硬さが必要なら、焼入れ性の良い鋼材がありますから、あえて、焼入れ性の低い構造用鋼を使うこともありません。
それもあって、この臨界直径という言葉やデータは残っているにしても、熱処理する上では特に必要ないものとなって、使われなくなっていった言葉の一つと言えるものでしょう。
ともかく、このようなデータを見ると、昔の人はすごい研究をしていたと感心させられるのですが、逆に言えば、当時は、こういう内容が求められていたのかもしれません。

