鋼材を焼入れした時に、中心部まで硬化した品物にする焼入れのことです。
その反対語は「有芯焼入れ」です。
これら、無芯焼入れも有芯焼入れも、熱処理の書籍には載っていても、普段聞くことも使用することもない、ほとんど死語になってしまった言葉のようです。
また、用語辞典からも消していい言葉だと思っています。
ずぶ焼入れと無心焼入れは違う!
JIS用語の解説では、無心焼入れを「ずぶ焼入れ」と説明されています。
これについては、私の私見ですが、少し変な説明と思っています。
つまり、無芯・有芯は硬化の状態をいっていて、JISの用語の解説では、「部分焼入れ」「表面焼入れ」などに対応する「全体焼入れ」という意味あいのように説明されています。
しかし、「ズブのシロウト」は「全くの素人」という意味ですし、「ずぶ濡れ」という言葉には「全体が濡れる」という感じなので、「ずぶ焼入れ=全体焼入れ」は何となく分かるのですが、それを「無芯焼入れの鋼 … 」などと言われると違和感があります。
中心まで焼きが入っても表面と中心は同じでない
「無芯の鋼」だと言っても、少し大きな品物になると、どんなに焼入れ性がよい鋼種でも、表面と内部の硬さや焼入れの状態が同じでありません。
だから、むしろ、有芯・無芯という言葉はJIS用語から消してしまって、「ずぶ焼入れ=全体焼入れ」だけを残しておいたほうがわかりやすいと思っています。
だから、もしもお客さんから「無芯焼入れしてください」言われた場合は、それはどういう意味なのかをきっちりと確認する必要がありそうです。
でも、多分、このようなことを言われることもないほど、長い間、この言葉を聞いていませんから … 。
この有芯・無芯という熱処理用語は、中心に硬い芯があるような意味合いもあるので、それもあって、意味を取り違えそうなのでともかく、あまり使わないのがいいように思います。
この言葉が死語にしてもいいと考える理由
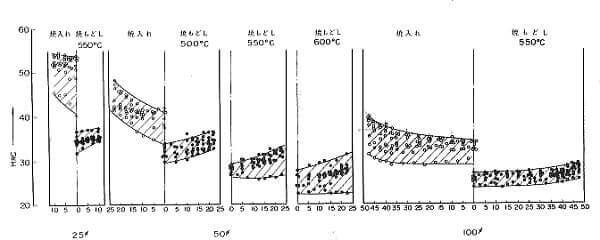
この図は棒径が違うSCM435を焼入れしたままと焼戻ししたときの断面硬さを示しています。
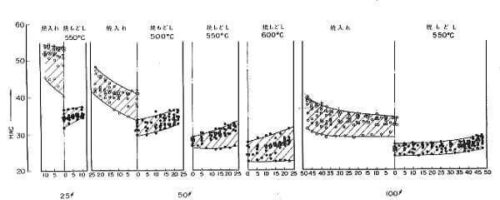
SCM435を油焼入れした場合の理想臨界直径(簡単にいえば、中心部まで硬さの入る最大直径のこと)は60mmとされています。
ところが、この図で見るように、臨界直径以下の棒径でも、明らかに内部の硬さは低下しています。
つまり、断面が同一硬さという意味での無芯焼入れ状態にするのは難しいことなのです。
熱処理現場では「これは芯まで焼きが入らない」という言葉をよく聞きます。
これは、品物を削り込んだ時に、内部の硬さが低下していることを言っているのですが、これは、通常の鋼では当然のことです。
つまり、焼入れした際に中心まで焼きが入るかどうかは、鋼材成分や大きさ、熱処理の条件などによるものです。
そしてまた、無芯・有芯のどちらがいいという問題でもありません。
何よりも、普通は、硬さの確認は品物の表面硬さの測定しかできないので、中心の硬さを測れません。
だから、普通は、内部の状態について要求されても確認のしようがありません。
そして、本来、無心焼入れになる鋼種を、あえて有心状態にするのは大変難しいですし、その逆に、焼入れ性の低い材料を中心まで硬さをそろえることもできません。
だから、この無芯・有芯というようなわかりにくい言葉は使わないようにして、できれば、JISの用語から消えてしまったほうがいいと思っています。
熱処理した品物の中心部の硬さや状態の推定は難しい
焼入れ硬化の状態は、「Uカーブ」や「ジョミニ試験」などのデータがあれば推定はできるだろうし、また、シミュレーションソフトを使ってもわかる … と考える方もおられるかもしれません。
しかし、鋼種別のUカーブはほとんど揃っていませんし、ジョミニ試験やコンピュータシミュレーションで推定できるといっても、焼入れに影響する要素も多いので、まだまだ、高い精度での内部硬さの推定は難しいものです。
このように、熱処理では、かんたんなことでも、まだまだ、わからないことはたくさんあります。
このHPに示すデータの多くは1970年以前のものが多い上に、それ以降はあまりデータが公表されることもありません。
実際に測定することもできませんから、手元にある少ない資料から、いろいろなことを推定していくことになります。

