熱処理の過程で、加熱後に空気中で放冷することを「空冷する」といいます。
その他の冷却方法では、水で冷やす「水冷」、油で冷やす「油冷」などがあります。
空冷では、扇風機(ファン)を用いて冷却速度を早めたり、早く冷却する場合も多く、これは、「ファン空冷」や「衝風(しょうふう)空冷」などと区別される場合もあります。
焼入れの場合には空冷で焼入れすることを「空気焼入れ」という言い方もあります。
非常に焼入れ性の良い鋼の場合には、空冷することで急冷するよりも変形を少なくできるので、遅い冷却をして変形をおさえることもあります。
もちろん、焼入れ性の良い鋼は、空冷で充分に硬化します。
構造用鋼の「焼ならし(焼準)」の場合も空冷による冷却をします。
この「焼ならし」は、鋼の表面と内部の組織を均一化させるために、あえて急速な冷却をしない … という操作ですが、もしも、硬さを調整する必要があれば、焼ならしでも、ファンなどで風速・風量を変える冷却操作をします。
一般的には、冷却が速いほうが良い
非常に焼入れ性の良い鋼に限らず、少し大きな品物になると、焼入れの冷却が遅くなって、充分な硬さが出ない場合があります。
もしも、表面の硬さが必要なものについては、「空冷」を指定される鋼であっても、油冷や強撹拌するなどで急速な冷却をする場合もでてきます。
また、指定の冷却方法によって、硬さが十分に出ている空冷鋼であっても、品物が大きくなると冷却速度が低下して、組織変化によるじん性の低下等が顕著になる場合もあります。
これもあって、「空気焼入れ鋼は空冷する」 … というように画一的に考えないで、臨機応変に熱処理しないといけません。

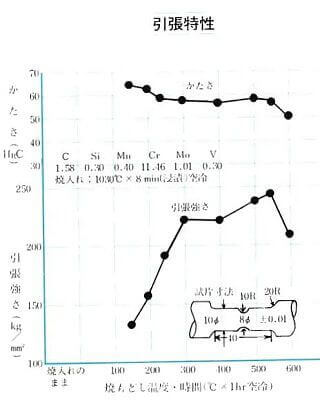
(大同特殊鋼さんのDC11のカタログから引用)
焼戻し時の冷却は空冷
焼戻し時の冷却については、普通は空冷で問題ありません。
しかし、構造用合金鋼では、冷却が遅いと「ぜい性の問題」が出る鋼種もあります。
これは、構造用合金鋼では、350℃前後を早く冷やすことが求められているものがあって、焼戻しからの冷却は「急冷」と指示される鋼種があります。
この「急冷」は「空冷」ではいけないということですが、その方法についての詳細は規定がありませんが、要求があれば、油冷または水冷をします。
ただ、「急冷しないとどのようになるのか・・・」ということも詳しくはわかりません。
この、構造用鋼の標準熱処理や「鋼のぜい性」については1970年以前に研究されたもので、その脆化する原因は、どうも、化学成分の影響による可能性が高い … という理由のようです。
しかし、その当時の鋼材に比べると、現在の鋼材は脱ガス技術や連続鋳造などの技術によって、飛躍的に清浄度や均一性などが向上していますので、そうなると、近年の清浄化された鋼では、急冷の必要性はあまり関係ない感じもします。
しかし、ここでは、JISが変わっていない限りは、それに従うのがいい … ということしか言えません。
工具鋼の焼戻しの冷却は空冷で問題ありません
工具鋼の焼入れでは、必要な硬さなどに応じて焼入れ時の冷却方法を変えるのですが、焼戻し時の冷却は通常は「空冷」で、基本は室温までしっかりと冷やします。
工具鋼では、複雑な形状のものなどがあり、変形や割れに対応する理由から、焼戻し後は、あえて急冷はしないのですが、このような、焼戻しからの冷却についての研究結果などはみたことはありません。
私自身、(系統的なものではありませんが) 焼入れ性の良い工具鋼をつかって、焼入れ時や焼戻し時の冷却についていろいろな実験をしたことがあります。
そこでは、残留オーステナイトの影響や残留応力の影響で面白い実験結果がでてきたのですが、じっくりと研究すればまだまだ熱処理の違いによって、潜んでいる特性が見つかるかもしれません。
ここでは詳しくは書きませんが、標準熱処理にこだわるのではなく、実は、熱処理の現場では、教科書にはない方法が生きています。
例えば、工具鋼などで硬さが出る鋼種では、通常は、焼割れの危険もあって、焼入れの冷却で品物を常温まで冷やすということはしません。
これは教科書的には問題がある操作ですが、品物が割れてしまうと大損害なので、長い間の経験でそのような作業になっています。
焼割れの経験は何十回とあります。
もちろん、そのような対策をしていても焼割れはありますし、逆に、それがいけないやり方なのかもしれませんが、「割れたときの責任問題」があるので、どうしても今までのやり方になってしまいます。
たとえば、SKD11などの焼入れ性の良い鋼で100kgを超える金型で「60HRCの硬さが必要」と言われると、「出来ますが、われてもいいですか?」とお客さんに了解を得るか、「56HRC程度でいいですか?」ということになるのですが、そのような問いに直面すると、「割れてもいい」というお客さんは少ないです。
このように、鋼や鋼の熱処理については、まだまだ教科書通りにいかないことも多く、わからないこともあるので、長い間の「習慣」ややり方を見直すのも難しいことです。( … 閑話休題)
ここでは、工具鋼における焼入れでは、標準熱処理が「空冷」となっていても、実際の熱処理作業では、空冷ではなく油冷する … 必要がでてくることがあるということを知っておいてください。
