炭化物を球状化させて、焼なまし硬さをより低くし、加工性などをよくする焼なましのことです。
一般的には、完全焼なましよりも、硬さが低くなります。
鋼を柔らかくて加工しやすい状態にする方法が完全焼なましです。
完全焼なましによって、鋼は機械加工しやすいように十分に柔らかく、結晶粒が調整された状態になリます。
これをさらに、共析組織(フェライトとセメンタイトが層状のパーライト組織)部分の炭化物を球状にする焼なましを「球状化焼なまし」といいます。
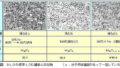
 共析鋼の完全焼きなまし組織(例)
共析鋼の完全焼きなまし組織(例)
 共析鋼の球状化焼なまし組織(例)
共析鋼の球状化焼なまし組織(例)
球状化焼なましの対象は高炭素鋼
低炭素鋼では、共析組織部分の割合が低いので、その部分を球状化しても、硬さに寄与する部分が少ないので、全体的な硬さ低下は少ないために、あえて球状化する必要性やその効果は低いです。
しかし、共析成分(炭素鋼では約0.85%)以上の炭素量の多い鋼では球状化焼なましは、硬さ低下や焼入れ品質の向上に効果があります。
高炭素鋼では、柔らかいほうが加工性に優れるので、球状化焼なましをすることで、さらに柔らかく加工しやすい鋼になります。
しかし、合金元素が少ない炭素鋼や低合金鋼では球状化させる熱処理操作が大変です。
また、硬さが低下しすぎて加工性が悪くなる場合があるので、低炭素鋼や低合金鋼の球状化焼なましをすることはほとんどありません。
反対に高炭素鋼のうち、特に、長寿命が要求されるベアリング鋼(SUJ2など)では、均質に球状化されている素材を求められることも多く、球状化された割合(球状化率)を規定するなどで高品質な状態の球状化焼なまし組織のものが要求されます。
この場合は、工具鋼と違ってその処理は大変で、球状化焼なましの方法はいろいろ考えられています。
一般的に、共析成分(炭素量が0.85%)以上の高炭素鋼の焼なましは、十分遅い速度で炉冷(炉内冷却)する「完全焼きなまし」が行われ、高炭素・高合金のダイス鋼などは比較的簡単に球状化します。
しかし、炉の構造や特性もあって均一な冷却条件を得るのが難しいことなどの場合には、A1変態点(例えば700-750℃程度)付近で球状化を促進するための微妙な温度操作をするなどが必要になることも多いようです。(参照→こちらの記事)
この方法には、A1変態温度を上下させたり、上下温度で保持するなどがあり、合金成分の少ない炭素工具鋼やベアリング鋼などは、球状化しにくいために、いろんな方法で、かなり手間と時間をかけて球状化焼なまし処理が行われます。
これとは反対に、高合金工具鋼の「焼なまし」は特に複雑な温度操作をしないで徐冷(炉冷)するだけで球状化するので、一般に市販されているものは、最も硬さが低くなる状態になっていると考えていいでしょう。
一般的には、150-200HB程度の硬さが機械加工に適していると言われています。やわらかすぎるのも加工がしにくいので、鋼材カタログなどにある焼なまし硬さを確認しておくといいでしょう。
近年、高耐磨粉末ダイス鋼や粉末ハイスなどの高炭素高合金鋼では、焼なまし硬さが300HB以下に低下しないものもあって、適正に焼なましされていても機械加工がしにくいものがあるので注意しておく必要があります。
これらの硬い炭化物が多い鋼種には、硬さが低下せずに非常に機械加工がしにくく、工具の摩滅も早いこともあるので注意が必要です。