鋼をオーステナイト化温度から急冷して硬化させる処理が「焼入れ」です。
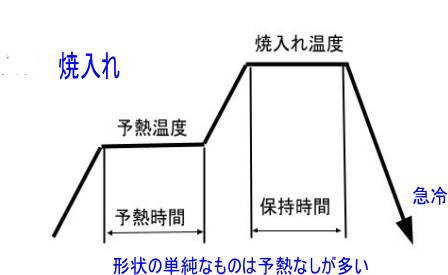
オーステナイトは鋼が高温になると変化してできる組織で、その状態にしておいて急冷すると硬い組織になります。
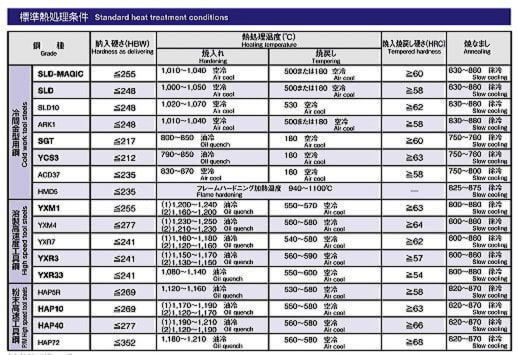
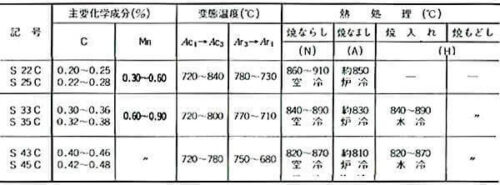
焼入れの加熱温度は鋼種によって変わります。
通常はJISやメーカーのカラログなどの、「標準熱処理条件」に沿って加熱冷却します。
一般的には、鋼種ごとに標準熱処理条件が指定されています
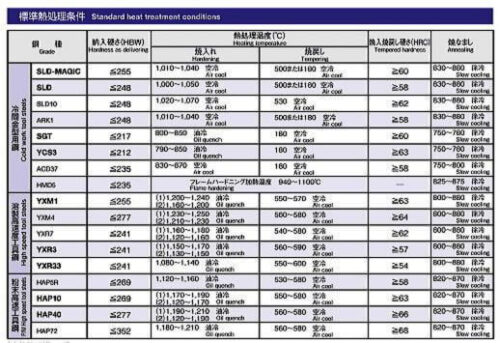
JISやメーカーの指示する温度範囲内で加熱します。
温度範囲の温度範囲であっても、温度を高めにとると、結晶粒が大きくなっていき、焼入れ後の硬さは若干高くなります。
しかし、じん性や強さが低下するので、故意に高めの温度をとることは避けるようにするのが無難です。
焼入れすると硬くなる
指定の条件で焼入れすることで鋼は「硬い」マルテンサイトやベイナイト組織になります。
焼入れしたままの硬い状態では、内部の応力状態が不安定で、変形や割れの危険があるので、長時間放置してはいけません。
このために、通常は、「焼入れ+焼戻し」をするのが一連の熱処理作業となります。
実際の熱処理作業では、焼入れ性の良い鋼(焼入れで硬化しやすい鋼)で大きい品物や複雑な形状の品物では、焼入れ冷却を常温まで継続すると割れや変形する危険性が高くなるので、焼入れ冷却中に150℃以下になると焼戻し処理をします。
これは、十分に焼きが入らない状態で焼戻しに入るので、あまり良い方法でないのですが、割れなどの不具合を回避するための対応です。
もちろん、割れを覚悟で焼入れすることを望めば、どのような処理でも対応しますが、熱処理作業では、教科書通りにできないことがあることも頭においておきましょう。
「急冷」は鋼種によって意味合いが違う
焼入れにおける表現での「急冷」は、あいまいな表現でわかりにくいものです。
教科書的には「鋼を加熱してオーステナイトの状態から、その大部分がマルテンサイトになる速度で冷却すること」とあります。
つまり、十分に硬くなる冷却をする必要があるのですが、焼入れ温度から急冷して鋼を硬化させるときに、鋼種(鋼材の成分)や品物の大きさの影響を受けます。
これがさらにわかりにくくしていますが、言い換えれば、十分に硬化するような冷却をすればいいだけで、空冷で十分な硬さにならないのなら、JISやカタログに指示がなかっても、油冷することになる … ということになります。
「焼入れ性」という言葉
焼入れ性とは、鋼を焼入れするときの「硬くなりやすさ」「内部硬さの低下が少ない」などを表現する用語ですが、特定の数値で表すことは難しいものです。
一般的には、焼入れ性を高める Cr Ni Mo などの合金量が多い鋼のほうが焼入れ性が良いとされます。
ただこれも、焼入れ試験などで鋼種ごとの結果を比較すると優劣が決められるのですが、そこまで厳密な言い方ではなく、「焼きがよく入る」という程度の意味合いで話されることも多いようです。
その他の評価で、焼入れに使用する冷却液によって冷却する速度は変わりますので、焼入れで、水冷>油冷>ガス冷>空冷>炉冷 という冷却の早い冷却液を使わなければならない鋼種は「焼入れ性が低い」ということになります。
つまり、油冷しなくても空冷で十分な硬さが得られる鋼のほうが「焼入れ性が高い」 … ということですね。
ただ、実際の熱処理では、「空冷」が標準の指示であっても品物が大きいと油冷することがありますし、その油冷も、途中で引き上げて空冷するなど、品物の状態や要求される内容に応じて変更するのが通例です。
だから、しばしば耳にする「焼入れ性」という言葉も、真剣に考えるものではないようです。
空中に放置しても硬化する場合も「急冷」です
焼入れの冷却は「急冷」と表現されています。
しかし、焼入れ性が高いと、焼入れ温度から空冷することで十分な硬さに硬化しますし、その反対に、高い冷却速度が得られる水冷でも、少し品物のサイズが変わると、十分に硬化しない場合もあります。
急冷とは、「急激に冷やす」というよりも、「十分に硬化するように冷やす」というように考えるのがいいでしょう。
当然、品物が大きくなると冷えにくくなって十分硬化しないということが起こります。
さらに、焼入れでは、特に焼入れ性がいい鋼種では、早く冷やしすぎると、残留オーステナイトが増えすぎて、十分に硬くならないことや、経年変化による変形が大きくなるなどの問題も出てきます。
通常、鋼種の規格集やカタログなどには「小さな品物を熱処理する場合の標準熱処理条件」が示されています。
そこに「空冷」とあっても、ファンを使って冷却速度を上げたり、必要な場合は適当な温度まで油冷する場合なども出てきます。
このように、焼入れの仕方だけでも、しっくりくるように表現するのも難しいのですが、ここではともかく、「焼入れ」は、カタログなどに表示された「焼入れ加熱温度に加熱して、指定の冷却方法で冷却する」というイメージで覚えるといいでしょう。
加熱雰囲気
焼入れの加熱では、大気雰囲気の加熱以外に、酸化や脱炭を防ぐために真空や不活性ガスその他を使う場合も多くなっています。
これらを総称して「無酸化焼入れ」といいます。
無酸化焼入れには、真空加熱、雰囲気加熱などがあります。
これらは、光輝状態で熱処理できるという意味ではなく、大気で加熱したときのように、酸化・脱炭などの表面の変質が少ない … という意味合いのものです。
熱処理後の硬さ
もちろん、どのような加熱方法をとっても、焼入れした結果が、カタログなどにある硬さや機械的性質などの値が出ない場合があります。(示されていないほうが多いです)
これは、カタログなどのデータは、小さな試験片で試験されたもの(一定ではありませんが、おおむね15mm丸程度)ですから、通常の品物になると、大きさの影響もあり、冷却が遅くなるなどで、カタログ通りの数字にならないことが起きます。
そして、目標硬さにするには、焼入れに続く「焼戻し」で温度を調節します。
熱処理を業者などに委託する場合には「事前の取り決めをする」ということになっています。
事前に「必要な硬さが得られるのかどうかを聞いてから熱処理を依頼してください」ということです。
焼入れ時に十分な硬さが得られれば、焼戻しによって、目的の硬さ(強度)に調整しますが、硬さを合わせればいいというものでもありません。
使用する状態を含めて事前に打ち合わせておけば、大きな問題も起こらないでしょう。
熱処理検査
熱処理に要求される品質条件については、最終的に検査して確認します。
通常の検査では、外観を目視して、割れや大きな変形などがないことを確認することと、要求される熱処理後の硬さになっていることを検査します。
事前に要求がなければ、それ以外はほとんど検査をすることはありません。
これは、検査などの費用の面もありますが、硬さを知ることで、その他の機械的性質の推定ができることから、近年では、硬さ検査以外の検査はしないのが通例です。
必要な場合は追加の費用が発生します。
硬さ検査についても、硬さ試験機の特性などもあって、測定できる部位も限定されるので、できれば事前に確認しておくのが無難でしょう。
付加熱処理
標準熱処理条件以外の方法(例えばサブゼロ処理や冷却方法の変更)で焼入れを行うこともあります。
これらも打ち合わせをして実施することになりますが、費用などが大幅に変わる場合もあるので、あわせて事前に打ち合わせするようにします。
焼いてみないとわからない ?
カタログやJISの規格票などを見ても、焼入れする実際の品物の硬さを保証できない場合も出てきます。
例えば、大きな品物で、焼入れ性が高くない鋼種では、要求される表面硬さが得られないことが事前に予想できるような場合もありますし、割れや変形が懸念があって、指定された冷却方法が取れない場合もあります。
とくに、初回品(始めて熱処理する品物)の場合は、変形の状態や硬さなどの予測が難しいことも出てきます。
これらのほとんどは、熱処理に従事しておれば経験からかなりの予測ができるのですが、確実性を問われると責任問題になるなどもあって、即答できないこともあります。
そのような場合は、費用をいただけるのなら、予備試験(予備熱処理)も出来ますが、実際と同じ条件で予備熱処理をしても、一回で熱処理条件を決めるのも簡単では有りません。
もっとも、熱処理を依頼する側は「なぜわかるようなデータがないのか」と思うでしょうが、熱処理する側では、保証するには不安があるときには、「焼いてみないとわからない」という回答をするのですが、これもある程度は仕方ないものです。
これはかなり無責任な言い方のようですが
熱処理硬さは一般的には表面の硬さの検査しかできません。内部の硬さは測定できないので、仕上げ加工をした状態の硬さは、普通は、わかりません。
そして、そのほかにも、
1)品物が大きいので表面硬さが確保できるかどうかわからない
2)表面硬さは出るが、焼入れ性が低い鋼種では、内部硬さが保証できない
3)曲がりや割れの危険性のために、通常の熱処理方法が取れない …
などは、要求されても予想しかできません。
だから、要求される条件が満たせない可能性があれば、どうしても、注文を受け付けられない場合も出てきます。
どうなってもいい … というお客さんは稀ですから、特にぶっつけ本番の初回品では、熱処理する側も、すべての要求にこたえられない場合には「焼いてみないとわからない」というような言い方でお客様に了解を取らないといけないことがしばしば出てきます。

