ここでの恒温熱処理(こうおんねつしょり)とは、焼入れの冷却途中で、品物を一定の温度にした塩浴(ソルトバス)などをつかって行なう熱処理です。
近年はソルトバス設備を保有するところも少なくなって、この恒温熱処理をすることがなくなる傾向ですが、通常の熱処理では得られない特性を得ることができる熱処理法です。
恒温処理とは
一定温度(たとえば 500℃)に保っているソルトバスのなかに、焼入れの冷却途中の品物を入れると、規格的速い冷却でソルトバスの温度に品物が保持されます。
その保持する温度を変えて、その温度に品物を一定時間おいておくと、鋼は組織変化をします。
これを「恒温変態」といいます。
変態が完了すると、放冷をしますが、鋼の状態で、その後に「焼戻し」をして硬さなどの調整をする場合もあります。
3つの恒温熱処理
ここでは、3つの恒温熱処理(オーステンパー、マルテンパー、マルクエンチ)を説明します。
オーステンパーはパーライトの恒温変態という熱処理特性を利用したものです。 そして、マルテンパーとマルクエンチは、マルテンサイトの変態の仕方を調節しているものと考えておくといいでしょう。
ここでは、これらを簡単に説明していきます。
下がその説明用の図です。 この図は、熱処理の「S曲線(恒温変態曲線)」に冷却過程を書き込んだ、あくまで説明用の特殊な図です。
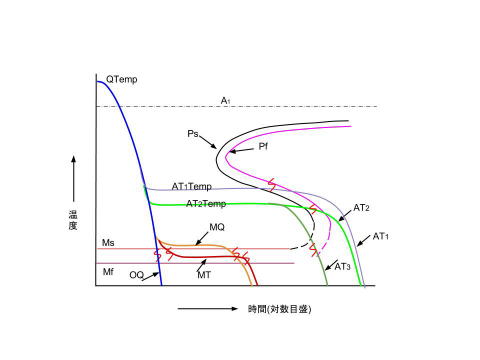
オーステンパー
上の図で、油冷(OQ)した時の青い線に沿って、品物を冷却する過程で、パーライトノーズ(PsやPfが左に出張っているところ)以上の温度に品物を保持すると、温度が一定で、時間が経過する状態なので、S曲線に沿ってパーライト変態が起こります。
また、パーライトノーズ以下の温度(例えば、図中の AT2Temp と書いてある温度など)で保持して変態させると、その温度によるパーライトにならないべーナイトなどの組織が得られます。
もう一度同じ説明になりますが、図で、QTempの焼入れ温度から品物を青い線に沿って冷やしていき、「AT1Temp」または「AT2Temp」の温度のソルトバスで Ps-Pfのパーライト変態(組織変化)を完了した後に放冷する方法がオーステンパーという方法です。
保持温度が変わると、硬さも組織も変わります。つまり、特性の違った鋼になるのです。
例えば、炭素鋼では、ベーナイトという、柔らかいパーライト組織と非常に硬くてもろいマルテンサイトの中間的な組織になります。
これは、普通の焼入れ(連続的に冷却すること)では得られない組織です。
また、図の「AT1Temp」または「AT2Temp」の温度のように、保持温度を変えることで性質(組織)が変わることも特徴です。
そして、さらに、AT1~AT3に示すように、温度保持後の冷やし方によっても、変態線の通過の仕方が変わるので、それによっても、性質が変わってきます。
データが少ない
高合金鋼では、変態に必要な時間が長くかかる(S曲線が長時間側にある)ので、まず、オーステンパーをすることはありません。
また、低合金鋼でも、公表されているデータはそんなにありません。
そして、焼入れしてマルテンサイトの状態のものを焼戻しするのと、オーステンパーでベイナイトやごく微細なトルースタイトなどの組織にして焼戻しする場合の優劣比較などもよくわかりません。
このように、どんな鋼種でどのように優れた性質が得られるかどうか … などはデータが少なくてよくわからないのですが、ともかく、普通の焼入れではできない特性にできる方法だということです。
あるいは、公表されていない企業秘密のようなものもあるのかもしれません。
【参考】オーステンパーと熱浴焼入れの違い
ダイス鋼やハイスでも、ソルトバスを用いて焼入れが行われてきました。
この焼入れ方法は、ソルトバスを用いて、S曲線のパーラートノーズ以下までを、ソルトバスによって冷却をさせる方法です。
これによって、冷却が遅くなることでの「じん性を低下を防ぐ」ことが目的です。
これは、オーステンパーのように、保持温度で変態させるのではなくて、品物の温度が一定になれば空冷する方法で、これを「熱浴焼入れ」とよんでいます。
さらに、冷却時の品物の温度を中間的な温度で一定に保持して、変形や焼割れを抑えて焼入れする方法です。
この方法で、鋼はマルテンサイト変態(あるいはベイナイト変態)をして硬化するので、その後は、通常通りに焼戻しをします。
マルクエンチとマルテンパー
この2つは、ソルトバスなどを使って、マルテンサイト変態の仕方を調節するためのものです。
マルテンパーはMs[エムエス点]の直上で保持するもので、もう一方の マルクエンチは、Ms点直下で保持する場合の処理をいいます。
マルテンサイト変態は、Ms点からの温度の低下によって進行するものなので、Ms点の上下で呼び方を変えていたようですが、現在は、詳しい定義もなくなっています。
この2つを実際にやってみるとわかるのですが、品物の大きさや鋼種の違いで、いい条件がどの温度なのかをつかむのも大変です。
それもあって、これら2つの処理名を明確に分けることは難しいものです。
私の勤めた工場では、融点が140℃の中性ソルトを使って、160~180℃の中に焼入れる処理をしており、鋼種によって温度を変えることはありません。
そうすると、油焼入れする鋼種では、ソルト冷却は油焼入れよりも冷却が遅いですし、空気焼入れ鋼では空冷よりも冷却が早い状態の焼入れになります。
これによって、変形の傾向や焼入れ硬さや硬さのばらつきなどが油冷や空冷の場合と違ってくるのですが、それぞれの品物の用途に合わして、通常の炉またはソルトバスを用いて焼入れをしています。
ソルトバスの熱処理は特殊なものになってきました
これらの恒温処理は、恒温槽(ソルトバスなど)を用いて行うものです。
つまり今後は、ソルトバス設備がなくなっていく状況にあるので、このような恒温処理の内容は消えていく運命にあるようです。
ただ、今後は、恒温槽ではなく、通常の焼入れ装置において、冷却をコントロールするこによって、色々な冷却過程を作り出すこともできるようになってくるでしょうから、それでまた、新しい特性もでてくるようになるかもしれません。
例えば、パーライトノーズにかからないように初期の急速冷却を行っておき、パーライトノース以下の温度域からMs点温度以上の温度範囲での冷却速度を変えるような技術も難しいものではないので、いろんなことを考える企業もできてくるでしょう。
そうなると、このような恒温槽を用いなくても、恒温処理をした時のような組織ができる可能性は考えられます。
だからもしも、このような恒温変態処理で強力な鋼や特殊な特性を持つ鋼にすることができるのであれば、今後は、研究の対象として見直されるかもしれません。
未知数の多い熱処理だから面白い
現在は、「熱処理」の考え方や理論は「確立されたもの」と考えられる傾向が強くて、恒温処理を含めた特殊な熱処理技術の研究も進んでいないようです。
でも、このような特殊な熱処理は、未知の内容を含んでいて、興味深いものがあります。
たとえば、(一部では行われていますが)焼が入らない高い温度においては「やわらかいオーステナイト状態」であることを利用して、それを加工するなどの「成形+熱処理」技術などへの応用性も考えられます。
そして、塩浴を用いずに、冷却ガスで変態をコントロールすることで、焼割れ、変形対策や、いろいろな性質を持った鋼板鋼材の製造などに応用が可能な内容が含まれています。
だから、ソルトバスが消えても、これらの恒温熱処理の知識は頭に残しておくといいと思います。

