焼入れなどで生じる組織の一種です。
イメージとしては、パーライト(柔らかい組織)系の層状組織よりも硬くて、マルテンサイトよりもやわらかい組織で、ソルバイトとマルテンサイトの中間的なものです。
英語は Bainite です。
恒温変態させる場合でも、パーライトとマルテンサイトの中間の組織のベイナイトが生じます。
ただ、微細なパーライト(ソルバイトなど)になると、ベイナイトとのはっきりした組織の違いを顕微鏡組織をみようとしても、通常はわかりにくいものです。
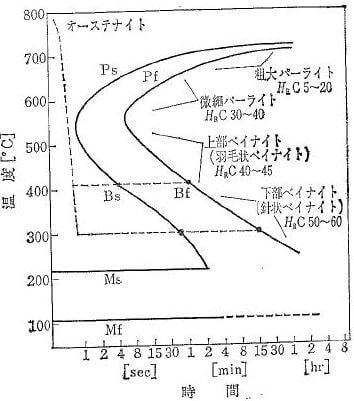
この図は共析鋼(約0.8%炭素鋼)のS曲線の例で、図中に、恒温変態での保持温度の違いによって生じる組織の種類や硬さが示されています。
これらの組織の状態やその硬さは、鋼種(成分)によって大きく変わリます。
さらに、これらの組織境界(どちらの組織というのか)は曖昧で、はっきりと決めることは難しいです。
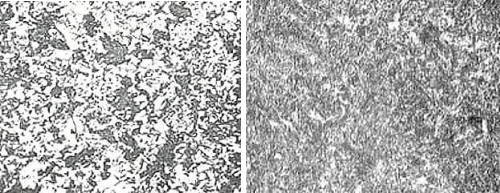
適当な写真がないのですが、上左は、共析鋼の油焼き組織で、焼戻しマルテンサイトとツルースタイト(トゥルースタイト)のような組織なっています。
そして右は、焼入れ焼戻ししたツルースタイト組織のように見えるのですが、普通の熱処理では、焼入れ焼戻しをすればこのような組織になります。
だから、これがベイナイト組織だ … というものが見つかりません。
そこで、山本科学工具研究社さんの組織写真を下に引用させていただきました。
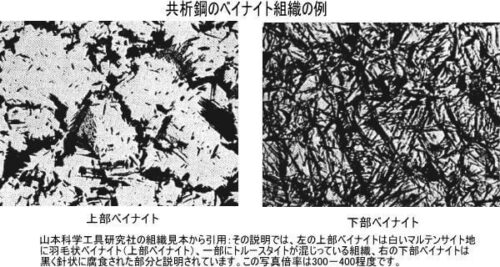
(注)この写真は熱処理技能士の試験などでも使われています。正確に学びたい場合は、山本科学工具研究社さんに照会ください。
山本科学工具研究社さんの解説では、炭素鋼の焼入焼戻しでは、ベイナイトという組織は出現させることが難しく、恒温変態を利用した熱処理では、上のS曲線の図にあるような状態になる … と説明されています。
このベイナイト組織を恒温熱処理で生じさせると、「じん性が高い鋼が得られる」という表現もあります。
しかし、これについても、詳しい数値などは手元に資料がなくて、よくわかりません。
オーステンパー処理という言葉があるので、多分、その通りなのでしょう。
しかし、私自身も、ソルトバスでオーステンパーの実験をしたのですが、やはり、特に優位性も見つかりませんでした。 もっとも、鋼種などの影響や冷却速度などを、少し系統的に実験して調べないと、優位性の有無はわからないのかもしれません。
オーステンパー
比較的焼入れ性の低い鋼でベイナイト組織を得る方法には、この オーステンパー があります。
これは、パーライトノーズ(上のS曲線で約550℃あたり)以下の温度で恒温変態させるか、冷却速度を調整して冷却させると生成します。
しかし、先に書いたように、このような処理をしたときの状態や強度特性の優劣などはほとんど公表されていませんし、工具鋼などでは、早い冷却に比べて冷却が遅くなると、機械的性質が劣るという意見もあって、優劣の一般評価は難しいようです。
このような熱処理方法は標準的な熱処理方法になっていませんし、ほとんどの特性や状態が公表されていないようです。
余談:私の思い違い
上でも書きましたが、優れた特性が得られる可能性もあるので、もう少しこのあたりが研究されてもよさそうなのに … と思っています。
恒温熱処理によって得られる組織と、通常の焼入れによって得られる組織の違いや、合金鋼など、焼入れ性の高い鋼をベーナイト組織となるように焼入れしたときの残留オーステナイトの量や出現の仕方などが研究されていくと、この「恒温処理」におけるベイナイト処理は、特徴のある特性が得られる可能性があるような気もします。
ベイナイトの英語は Bainite です。
しかし余談ですが、私が学んだ昭和年代では、「S曲線の奥まった部分、つまり『Bay(湾、入江)』の部分でできる組織」だと教えられた記憶があります。
その記号は「Zw」で表していました。上の図では、ベイナイトの「B」となっていますね。
また、Wikipediaを見ていて、書かれた記述に、「このZwに関して、Zwの意味でベイナイトを用いるのは適切でない」 … という記事がありました。
もちろんこれも、定説ではない、一つの考え方のようです。
私のHPで解説している内容の多くは1960-1980年頃の考え方ですから、このような新しい考え方が出てきているということは、少しは研究が進んでいるのかなぁ … と思って、少し安心します。
熱処理研究がもっと進むと素晴らしい性質の鋼が出るように思うのですが…。

