「不完全」という言葉からは、何かよくないというイメージがあるのですが、これは単に、「完全焼入れ」に対応するいい方だけで、「悪い」ということは含みません。
完全焼入れをした場合は、品物全体が「鉄鋼組織の標準写真」にあるような組織になっているものをいいます。
しかし、通常の品物で少し大きな品物になると、その鋼を焼入れした後に、表面各部位や表面と内部で硬さや組織には差が生じます。
このような状態を「完全」に対して「不完全」という言い方になるのですが、これが特に悪いという意味合いのものではありません。
しかし、何とも気になる言葉です。
焼入れの場合では、品物の大きさによっても、鋼種ごとの成分の違いによっても、標準組織を得るための小さな試験片の熱処理とは違って、実際の品物は、各部の硬さ値や組織は同じにはならない場合が多々あります。
その場合は「不完全焼入れ」といわざるを得ません
鋼材の焼入れ焼戻し硬さや機械的性質を示す図表などを作成する場合は、大きさの影響が出ないように、小さな試験片で熱処理試験をするのですが、通常の品物では、多くの場合は、表面部と内部に何らかの違いが生じるのが普通です。
焼入れして硬化する性質を「焼入れ性」といいますが、材質(化学成分)や品物の大きさによる影響を受けるので、いくら正しい方法で焼入れしたとしても不完全焼入れ状態は発生します。
だから、不完全焼入れが良いとか悪いという意味合いのものではないことに注意する必要があるとともに、この用語は、あいまいな表現の言葉でもあるので、誤解のないように用いる必要があります。
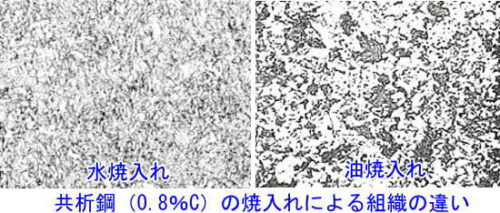
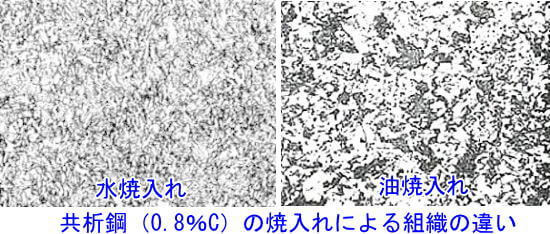
この写真のように、市販のSK85などの共析鋼に近い鋼は、水焼入れが標準です。
でも、焼割れを懸念する場合は、しばしば油焼入れによる熱処理が行われます。
それぞれの方法で焼入れして低温の焼戻しすると、左側の組織は焼戻しマルテンサイトになっていますが、油焼入れをすると、黒っぽくみえるマルテンサイトではない(ソルバイトのような)組織と焼戻しマルテンサイトの混合組織になります。
これはもちろん、焼入れ硬さは全部がマルテンサイトになったものより低いのですが、このような「標準でない焼入れ」をすることで、変形や焼割れが軽減されるのであれば、硬さや焼戻しの機械特性を犠牲にしても、このようにあえて油焼入れすることがあります。
油焼入れは、水焼入れにくらべて、焼入れ時の冷却速度が遅いのは当然ですし、これは、品物が大きくなって冷えにくくなった場合と同様ですから、SK85などの炭素工具鋼では、少し品物が大きくなると、写真左のような、完全にマルテンサイトがえられる焼入れはできないということで、不完全焼入れの状態になるのは当然です。
その他の鋼種でもこのような熱処理方法をとることも多いです。
だから、焼入れ硬さが他の部分より低い部分は「不完全焼入れ組織」になっていても、これは予定して実施ししたものなので、「よくない熱処理」ということではありません。
それとは別ですが、たとえば、水焼入れの際に十分な撹拌をしなかったり、冷却性能の低下した焼入れ油を用いたことで十分な焼入れ硬さが出ていない場合は不注意や管理不足によって「不完全焼入れ」が生じた … と表現してもいいかもしれません。
しかし、それであっても、その不完全焼入れが良くないと断定するのは注意が必要です。
どのような鋼種でも、少し品物が大きくなると、材料の特性から完全な焼入れ組織は得られませんし、さらに言えば、非常に焼入れ性の良い高合金工具鋼のSKD11でも、品物が大きくなると、各部の硬さに違いが生じるのはさけられません。
例えば、φ100x1000mmの品物を空冷で焼入れするとSKD11では全表面が63HRC程度の同じ硬さになるのですが、中心部は冷却が遅いので、58HRC程度の硬さになってます。
そして、φ300x1000の品物になると、いくら焼入れ性のいい鋼種であっても、角部とその他の表面部は、硬さが異なってきます。
このように、「不完全焼入れ」は「完全焼入れ」に対応する言い方ですが、言葉のニュアンスから「それは良くない焼入れの仕方」という意味に取らないように注意しておかなければなりません。

