
硬さを低下させるために行うもので、A1変態点以下で加熱して、その後に放冷する「焼なまし」の1種です。
鍛造品の割れ防止や加工できる程度に柔らかくするための目的で行われるもので、これは、焼なましの種類では「低温焼なまし」に分類されます。
より低い硬さにしたい場合は、完全焼きなましのほうが硬さは低くなります。また、結晶粒を小さくするのでいいのですが、加熱後空冷するので、トータル処理時間が短かく、酸化や脱炭も少ないので、簡易的な軟化の目的で行うものです。
一般的な軟化焼なまし方法
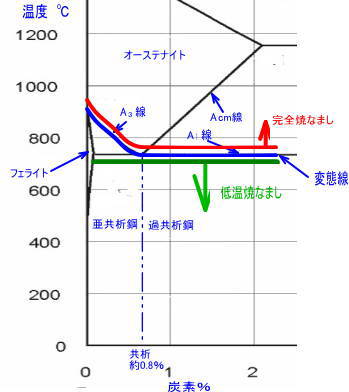
平衡状態図での鋼のA1変態点は720~740℃辺りですが、構造用炭素鋼の古いJISの添付資料によれば、下の表のように加熱中の変態点(Ac)は平衡状態図にある変態線よりも上昇しています。
この加熱時の変態点は、加熱速度が速いほど上にズレます。
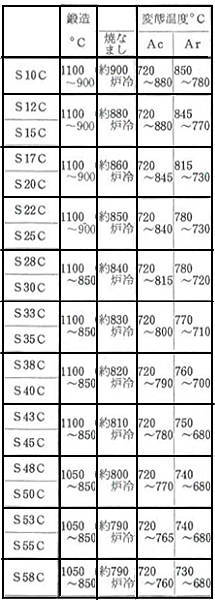
変態点にかかってしまうと、加熱後の空冷で硬化するので、通常の作業では、700~750℃程度の温度に加熱して、その後に空冷するのが一般的です。
ここでは示しませんが、資料によれば、構造用鋼のAcは、SCM435で750~785℃、SNCM439で730~775℃程度です。
もちろん、加熱温度は、できるだけ鋼の A1変態点 に近い温度に上げることで硬さの低下は大きくなるのですが、加熱速度などもあって、厳密な変態温度はわかりにくいのでしょう。
しかし、もしも変態点にかかったかどうかは、硬さ検査をすればわかります。
硬くなっているようなら、再熱処理する必要が出てきます。
つまり、鋼の温度を上げてオーステナイト化させてしまうと、炉冷しないと柔らかくならないので、そうすると加熱時間が長くなって、好ましくない「酸化や脱炭」が進みます。
だから、処理する鋼種の変態温度を知って処理することが大切ですが、ほとんどの鋼では680~700℃程度であれば、変態点にかかることはなくて大丈夫でしょう。
この「軟化焼なまし」は、酸化や脱炭を少なくして硬さを下げたいという場合にも、完全焼なましに変えて行うことがあります。
しかし、取り代(仕上げ代)が充分にあれば、結晶粒調整ができる完全焼なましをするほうがいい … ということを知っておくのがいいでしょう。