鋼の熱処理の「焼入焼戻し」の中の一つの方法で、構造用鋼などを、焼入れ後に450℃以上に加熱して、均質性と強靭性を調節する処理のことをいいます。
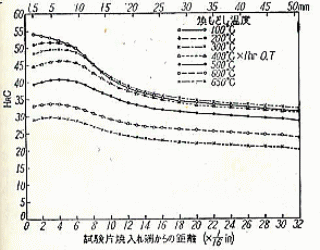
これは、SCM435をジョミニ1端焼入れ性試験の例です。
ここでは、焼入れ後に、各種温度に焼戻しした硬さの推移が示されています。
この図を見ると、焼戻し温度を上げるにつれて、全体的に硬さが低下していくのですが、最初に高い硬さだった焼入れ端の部分の焼戻し後の硬さの低下が大きいことがわかります。
すなわち、高温の焼き戻しをすると、全体の硬さレベルが均一になっていくことがわかります。
一般の品物では、焼入れしたときに表面から内部に行くに従って、焼入れ硬さは低下していきます。
そして、硬さの差は機械的性質(例えば引張強さ)の差になります。
そこで、それを均一化するために高温で焼戻しすると、表面と内部の硬さが均一化して、機械的性質の差も縮まっていきます。
このような熱処理操作が「調質」です。
この調質に対して、「焼入焼戻し」という熱処理は、硬さの高い部分を使用目的にしている … という意味合いです。
ジョミニ焼入性試験
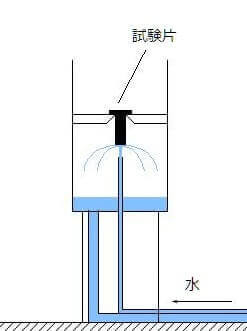
(ジョミニー焼入れ試験:WEBの図を引用)
ジョミニー試験は、φ25の試験片を図のように焼入れ温度に加熱後に、一端から水冷して冷却して、試験片の外周部の硬さを測って硬さ推移をみる方法です。
これによって、水冷端の最高硬さや端面からの硬さの低下度合いで焼入れ性(硬化の度合い)を評価するものです。
図のように、内部の焼入れの状況が推測されるのですが、試験片の胴部は空冷されているので、水冷の効果がない胴部は、空冷されている状態の硬さです。
この試験では、油冷する鋼種でも水冷して試験をします。
例えば、SCM435 は通常は油冷することが推奨されている鋼種ですが、これも水冷した硬さで試験します。
硬さの差を小さくする「調質」
その硬さを見ると、焼入れのままでは先端が55HRCで、水冷部から20mm程度離れたところの硬さは35HRC程度であるので、表面と内部では20HRCの硬さの差がある状態です。(硬さを引張強さに換算したときの差は203→106で97kg/mm2)
それを600℃で焼戻しすると、10HRC以下程度(同引張強さの差は106→86で20kg/mm2)まで表面と内部の硬さ(強さ)の差が少なくなっているのがわかります。
このように品物内外の硬さの差を小さくして、適当な強さとじん性を付加する熱処理方法を『調質』といいます。
もちろん、熱処理の種類で言えば、「焼入れ・焼戻し」です。
だから、構造用鋼以外で機械部品用などを500℃以上に焼戻しして硬さを下げて均質化する場合は調質とは言わないのが普通です。
焼入れ・焼戻しと調質を混同している人も多いようですが、焼入れ焼戻しは、高い硬さ部分を使うのを目的としているのに対して、調質は、製品全体の強度アップを目的とするもの … と考えておくと良いでしょう。
ノルテン =焼ならし+焼戻し
これは業界用語で「焼ならし+焼戻し」をすることです。
構造用合金鋼などでは、焼ならしをしても、硬さが高くなってしまう場合があります。
もしも、目標硬さ(強度)が高くなくてもいい場合などで、より内外の硬さの差を少なくして均質化したい場合には、水や油での焼入れせずにに、空冷(焼ならし)して、それをさらに焼戻しする場合があります。
例えば、焼ならし後に引き抜きをして製品化する場合は、引抜きによって硬さが上昇するので、引き抜き前に低い硬さになるように焼戻しするケースや、引き抜き後に加工硬化部分の硬さを低下させるための焼戻しをするケースなどがあります。
これは、焼ならし・焼戻しの処理ですが、これを業界用語で「ノルテン(Normalizing+Temperの略?)」といっています。
もちろん、熱処理の教科書にはこのようなやり方や考え方はありません。
例えば、φ10程度の小径の品物では、一般的には、油冷したほうが衝撃値などのじん性が高いので、それが推奨されますが、品物が大きくなると、油冷しても冷却の効果が小さく、中心部は空冷するのと変わらない状態になるので、焼ならしに替えるというケースがあります。
引張・圧縮などの強度は硬さで決まることから、適当な強さだけが必要で、熱処理変形などの懸念も少ないことから、このようなノルテン処理が行われる場合もあります。