材料の「耐摩耗性」とその試験方法
カタログや技術資料で、工具鋼鋼材などの優劣をしめす場合には、しばしば、「耐摩耗性」「じん性」の2つの指標によって評価されることが多いようです。
しかし、試験方法によって、大きく評価が変わりますし、特に、硬さの高い鋼を試験するのは、JISなどでも扱わないものなので、試験も簡単ではありません。
ここでは、プロテリアル(旧:日立金属)(株)さんのカタログにある図表を参考に、試験や検査方法についてのやり方や、数値を見る場合に知っておいた方がいい点などについて紹介します。
耐摩耗性
一般的には、耐摩耗性の優劣は「寿命」に直接結びつくものと考えられています。
硬さと耐摩耗性は相関関係があることについては、多くの摩耗実験でもそれが確かめられていますので、鋼の場合は、硬さが高いと耐摩耗性も高くなる・・・といえますので、基本的には、標準的な熱処理をして、同じ程度の硬さの試験をして比較すればいいことになります。
でも、簡単なものではありません。 潤滑の有無や負荷の大きさ、試験環境などの、いろいろな試験要素が結果に大きく影響をおよぼすので、試験結果と製品寿命との関係は同じにはなりにくい・・・という指摘もあります。
高い硬さの工具鋼については、どのような試験も、絶対的なものではないと考えておくのが無難で、私自身の経験で言えば、摩耗試験の結果のばらつきは非常に大きいので、客観的な数字として捉える程度でいいかもしれません。
耐摩耗性の評価は、専用の摩耗試験機を用いるのですが、摩擦させる相手材の状態で結果が変わると同時に、試験する材料の硬さや熱処理状態で変わるので、条件を同じにする必要がありますが、それも難しいことなので、値を評価する場合は、試験片の条件をしっかり読み取る必要があります。
摩耗試験機を使わずに、実際に、工具を使って、寿命試験が行われることもあるのですが、時間も、費用もかかりますし、その結果が実際の使用する工具に反映しているかというと、やはり、汎用性のある試験結果ではないことになるので、一部の鋼種の特徴をPRするなどの場合以外は、実機の寿命試験の例は、ほとんど見かけません。
PR土砂摩耗や凝着摩耗を調べる摩耗試験機が多い
摩耗試験や試験法は決まった方法はないのですが、
①砂などの鉱物と試料をこすって、その損耗量を比較するもの
②金属を押しつけて摺り合わして、試料または相手材の損耗状態を測定するもの
・・・ が多いようです。
①は土砂摩耗とかアブレイシブabrasive摩耗という言い方をされるもので、その原理は、回転する砂や小石にの中に試料を一定時間入れて、その損耗量を測定したり、サンドペーパーに品物を圧着して、一定時間の損耗量を見るなどのものなどがあります。 プロテリアル(旧:日立金属)の鋼種で見ると、西原式摩耗試験機というものを使った試験データがいくつかあり、それがこのタイプです。
②は、軟鋼などに試料をこすりつけて、その損耗状態を見るものです。 この摩耗形態は、凝着摩耗とか、アドヘッシブadhesive摩耗といわれる摩耗による損耗度を見るものです。 大越式摩耗試験機を使う例が多くなっているようで、この試験機は、簡単に摩擦速度を変えて、数分間で試験ができことから、この試験機の使用が増えているようです。
ただ、後でも説明しますが、鋼の摩耗量は、成分値と熱処理組成、硬さなどの影響が大きいので、試験も難しいのですが、結果数値を見る場合は、成分、熱処理条件や硬さにも注目するようにしましょう。
その他の摩耗試験もあります。 しかし、いろいろな試験機で試験をしても、実際に工具として使用する場合の寿命を反映しにくいものですので、摩耗試験だけでは、絶対的な優劣はわかりません。
そうは言うものの、摩耗試験機を用いての比較値は、ある程度の客観性があるために、鋼材メーカー各社も、摩耗試験値で比較している資料が多くなっています。
PR
これは、プロテリアル(旧:日立金属)(株)のカタログ技術資料から引用したものです。
この試験条件は、表の下に書いてあるのを書き出しますと、SCM415のリングを、荷重が67Nを加えて、熱処理した試験片に押しあてて回転させ、摩擦スピード0.76m/sで400mの距離を摩擦した時にできる、試験片の摩耗痕の大きさから摩耗減量を測定して 「比摩耗量(単位条件あたりの摩耗程度)」を算出した結果が示されています。
この、比摩耗量が小さいほうが、耐摩耗性が高いということです。
この摩耗試験機の特徴は、簡単に摩耗条件(摩擦圧力、摩擦速度、摩擦距離など)を変えて試験ができることから、多くの鋼材メーカーでも用いられているものですが、摩擦速度や荷重のかけ方によって摩耗形態が変わることや、摩耗減量の計測が難しく、それも含めて、結果のばらつきが多くなってしまうという問題も内在しています。
しかし、鋼材メーカーでは、長年の経験があるので、それなりのデータの取り方をされているので、かなり信頼度が高い数値と受け取っていいのですが、それでも、上の図のように、試験片の硬さの違いがあれば、この数値の数字だけで、耐摩耗性の優劣を決めてはいけないということになります。
この図は、示された鋼種の標準的に使用される硬さにおける耐摩耗性の比較としてみるといいでしょう。 つまり、プロテリアル(旧:日立金属)さんは、SGT(SKS3、60HRC)より耐摩耗性が欲しい場合は、SLD(SKD11、60HRC)を使い、それでも不足の場合は、YXM1(SKH51、65HRC)をつかえばいいですよ・・・と言うことを示したいというように読んでほしいようです。
摩耗試験で耐摩耗性を単純に決めることは難しいのですが、鋼の耐摩耗性は、下のような概念的傾向があることを知っておくといいでしょう。
概念的な耐摩耗性評価について
ここで、耐摩耗性についての鉄鋼の場合の概念的な考え方を紹介します。
1)硬さの高いほうが耐摩耗性は高い。
2)炭化物量が多いほうが耐摩耗性は高い。
3)炭化物の大きさが大きいほうが耐摩耗性は高い。
4)炭化物の硬さが高いもののほうが耐摩耗性は高い。
この概念は、当社の扱う金属せん断用の刃物材料では、大越式での低速度の摩耗試験結果とおおよその傾向が合致しています。
だから、「耐摩耗性」を高めたいのなら、 ①硬さを高くする ②硬さの高い炭化物を多くする ③摩耗特性を考える(例えば、耐熱要素の有無や結晶構造の類似性から成分系を配慮する・・・) というように、鋼材成分と熱処理の両面から対応を考えればいいということになります。
しかし、鋼製品では、耐摩耗性を追い求めると、じん性が低下するという傾向は避けられません。
そのために、それを抑えるために、材料メーカーでは、じん性の低下を抑える対策を取った材料で、JISなどにはない「独自鋼種」として販売する・・・という構図になって、次々に新しい材料が開発されていくことになるのでしょう。
硬さが高いと耐摩耗性は上がるのか?
一般的に、「硬さが高くなるにつれて耐摩耗性が高くなり、寿命が延びる」というのが定説です。
ただ、下のグラフを見ると解るのですが、経験的にも、硬さをあげすぎないようにすることは重要で、金属せん断刃物では、硬さが高いと、使用初期の正常な刃先形状を形成する段階で、微小チッピングがおきて、トータル寿命を短くさせます。
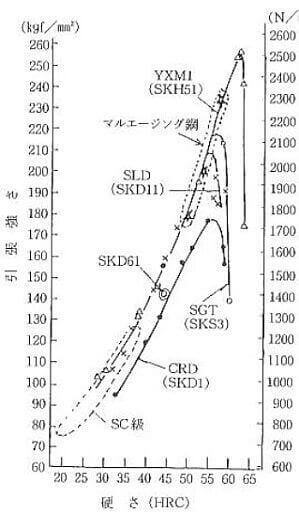
「強さ」は硬さと相関があります。引張強さを見ると、硬さが高いと引張強さが高くなります。(プロテリアル(旧:日立金属)の技術資料)
しかし、この図の上限の状態を見るとわかるように、つよさ(=引張強さ)は、硬さが高いほうがいいというのではありません。
下の図は、ベアリング鋼(SUJ2)の焼戻し温度を機械的性質の図です。(山陽特殊鋼の資料)
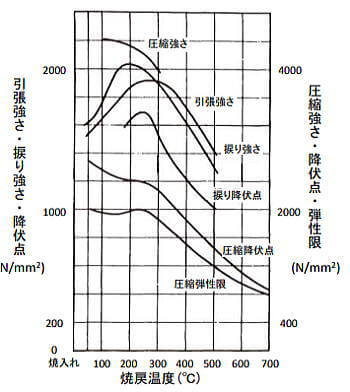
低温で焼戻しする低合金の鋼種では、おおむねこのような傾向があるのですが、200℃前後に焼戻ししたときに、引張強さの最高値が出るので、一般的には、この温度に焼戻しするのがもっとも強い状態にできるのですが、小さな軽負荷用のベアリングは、150℃程度の焼戻しをして、高い圧縮強さを優先しています。しかし、少し大きな重荷重用のベアリングになると、180-200℃で焼戻しした状態にします。
これらのベアリングを使用するときの特性を考えた熱処理が行われているのですが、このように、鋼種には機械的性質の特性があって、硬さが高いと耐摩耗性が高いということはなく、これらの変化を知って製品の仕様を決めるようにするといいのです。 つまり、「ピンピンに焼を入れて固くする」ことを希望するのは、一考を要する・・・ということです。
ある硬さ以上では、急激に引張強さが低下することを知ることも重要です。
次のページでの「耐衝撃性」についても同じですが、無理な硬さを出すような熱処理はしてはいけないということなのですが、たとえば、カミソリなどの鋭利な刃物では、できるだけ硬さを上げるのがよさそうに思いますが、 硬さを高くすれば「もろく」なって、小さな欠けが発生して、急激に寿命が短くなることも多いのです。
→次のページ 「耐衝撃性」の試験方法へ
PR
R2.4 CSS変更 R2.8写真の整合化 最終確認R6.4月



