ここでは、厳密な図の見方を説明するのではなく、熱処理操作との関係がイメージできるように説明していきます。
熱処理の説明では、本来の内容とは違った使い方でS曲線が用いられています。それを説明しています。
恒温変態曲線(TTT曲線・S曲線)の見方と考え方
ある鋼種について、オーステナイトになる状態(下の図では、800℃以上)に加熱した鋼を、オーステナイト化温度以下の温度に品物を保持すると、時間が経過すると変態してして組織が変わります。
それを表した図が恒温変態曲線です。
時間-温度-変態曲線Time-Temperature-Transformationの英語頭文字をとって「TTT曲線」と呼ばれ、一般的には、その形がアルファベットのSのようになっているので「S曲線」とも呼ばれます。
この図は、まさに、熱処理の方法を説明するための図ですが、これは、本来の、温度と時間における組織の状態を表す図ではない使い方をして、熱処理過程を説明するために使われています。
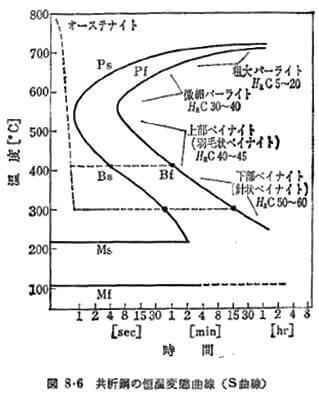
この図では、共析鋼(約0.8%C鋼)の例で、S曲線の中に、熱処理操作中の温度経過と、恒温に保持したときの組織や硬さの情報が付加されています。
PRこの図は、800℃程度の温度でオーステナイト化した状態(これは、焼入れ温度とも呼ばれます)から所定の温度まで急冷して、その温度で保持すると、時間経過して変態する様子を示しています。
ここには、急冷後に保持する温度を変えて組織が変化し始める時間(Ps・Bs)と、変化が完了する時間(Pf・Bf)の「温度-時間」でこの点を結んでこの図が作成されています。
S曲線の飛び出たところを「パーライトノーズ」または「ノーズ」といいます。
その温度の上下で、組織や硬さが若干変わった状態になるのですが、Pはパーライト、Bはベイナイトという組織になります。
ここでは、410℃と300℃に保持した線が示されていますが、それぞれの温度で、Bsはベイナイト変態を始める時間を示しています。
熱処理操作では、このように、同じ温度に保持して、組織などを変化させることを「恒温変態させる」という言い方をします。
等温(恒温)で保持して、変態が完了した後に(Bf以降に)、常温まで冷却して、その顕微鏡組織を観察し、その組織を分類して、このような図が作成されています。
この図は、焼入れ温度から冷却するときの、保持する温度の違いによって、当初はオーステナイト状態であったものが、保持する温度が高い方から、粗大パーラート、微細ベイナイト、マルテンサイトなどに変態する・・・というのが示されています。
熱処理の方法では、①硬さの柔らかい、粗大パーライトを生成させる「恒温焼きなまし」、②ベイナイトを生成させる「オーステンパー」 という熱処理のやり方があります。
その他を含めて、「恒温熱処理」という用語があります。これらについては、次のページで説明しています。
S曲線にMs・Mfという表示がありますが、これは、非常に硬いマルテンサイトが生成し始める温度です。
通常の焼入れでは、パーライトノーズにかからないようにMs温度まで急冷して、マルテンサイトが生じるように熱処理をする・・・というように説明されます。
マルテンサイト変態は、温度の低下とともにその量が増えますので、時間と温度の変態の、パーライトとやベイナイトの変態の様子とは少し違います。
熱処理説明では、S曲線は変わった使い方をされている
実際の熱処理の冷却過程では、時間とともに温度が低下するので、本来のS曲線を作るときの冷却とは異なりますが、「パーライトノーズにかからない(横切らない)」ということが十分に硬化させるキーポイントなので、このS曲線は、次のページで説明するCCT曲線よりのわかりやすいことで、S曲線が用いられるのでしょう。
上図の点線で書かれた Bs-Bf線(約410℃で保持する場合)を例にとって説明します。
およそ800℃の焼入れ温度から410℃の熱浴(ソルトバスなど)中に試験片投入して急冷して、その温度に保持すると、約4秒後にべーナイト変態が起こり(Bsの点)、 1分少々でその変態が完了するという様子が示されています。(Bfの点)
変態が完了すると、その後は、いくらその温度に保持しても、組織の状態は変わらないので、常温まで冷やしてからその組織、硬さを調べれば、等温保持した組織や硬さがわかります。
ここでは、HRC40程度になっており、その組織は、羽毛状のベイナイトという組織になっているということがこの図に追記されています。
sは開始、fは終了を示しており、Pはパーライト変態、Bはベーナイト変態、Mはマルテンサイト変態を示しています。
ここで、550℃付近で左にせり出している「S字」の出っ張りが「パーライトノーズ」ですが、800℃から550℃までを、0.5秒程度で冷却するのですが、もしも、1.5秒かかれば、パーライトが生成して、このような図にはなりません。
一般的には、「焼入れにおいて、パーライトノーズにかかる冷却をすると、 十分に焼が入らない・・・」というように説明をされます。
ただ、この場合に注意しておかないといけない点は、この図は熱処理説明のための図です。
つまり、恒温変態で、焼入れ温度から瞬時に指定する温度になった・・・として書かれている図ですので、この図に書き込まれた点線のように、順に温度が低下していった結果を表していないのですが、普通は、熱処理説明のためにこのような内容の説明をされています。
PR冷却をともなった図は、この後で紹介する「CCT曲線」のほうがいいはずですが、CCT曲線の鋼種例が少ないことや、CCT曲線も、連続冷却という、特殊な冷却条件で作られた図であるために、S曲線のほうが焼入れ過程をイメージしやすく、古くからS曲線を用いた説明がされています。
もちろん、CCT曲線よりもS曲線のほうが、一見してわかりやすいので、それでいいと思います。
焼入れ性の良い鋼のS曲線の例
上で示したS曲線は、通常は水焼入れする、焼入れ性の良くない「共析鋼」の例でしたが、焼入れ性の高い鋼では、このように、Sの形は見られません。
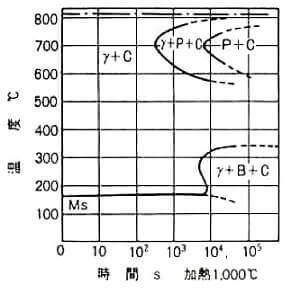
これは、冷間工具鋼(プロテリアル(旧:日立金属)のSLD)のTTT曲線(S曲線)です。
この図のように、焼入れ性の非常に高い鋼種は、Sの途中が切れており、これは、500℃程度の温度に何時間保持しても変態しないということです。
また、上の炭素工具鋼にはみられなかった、γ(オーステナイト)、C(炭化物)などの特殊な組織がでてくることがわかります。
つまり、鋼の変化と炭化物生成の変化などが同時に進行しているのですが、それらは複雑すぎるので、簡単に表されています。
このような鋼の恒温熱処理は、ソルトバスなどの恒温槽を用いて行うことができますが、通常の熱処理として行われるケースは多くありません。
しかし、温度の高い未変態の状態の鋼は柔らかいので、恒温変態や変態途中に何らかの操作をすることによって、何か新しい特性を持った状態になる可能性を秘めています。
PR通常の熱処理ではありませんが、「加工熱処理」と言われるもので、ピアノ線のように非常に硬い鋼線を作ったり、成形と熱処理を同時に行う方法が行われていますので、研究テーマとしては面白いのですが、熱処理自体が研究者に魅力がないのか、新しいトピックも少ないようです。
現在行われている熱処理法では、ソルトバスを用いた恒温処理は出来ます。
上に示した説明入りのS曲線は、焼入れ硬化するための温度や時間の条件を説明するための図ですが、ソルトバス設備自体も減ってきていますので、S曲線は、熱処理状態を理解するための1つの図表として用いられる程度で、厳密にそれを読み解く必要もなくなっていく感じもしています。
S曲線上では特殊なマルテンサイト変態
S曲線に書かれている「マルテンサイト変態」は、これまで「焼入れ」として説明されてきたものとは、少し変わった感じのもので、時間が経つと変態が進むものではなく、温度が下がることによって変態が進むことを説明しました。
上の共析鋼の図では、2分程度以内に220℃程度に品物の温度が低下しておれば、それ以下に温度が低下すると、 (時間と関係なく)ゆっくり温度を下げても十分硬化するのです。
このMs点は、熱処理操作的には重要で、マルテンサイトの生成量とともに硬さが増大し、体積が増えるために、時間と温度の管理で焼割れや変形をコントロールする場合もあります。
次のページで説明する、マルクエンチ(Ms点の直上付近の温度で品物を保持してから冷やす恒温熱処理の一種)なども、このMsを基にして恒温保持する温度を決めます。
このように、S曲線などの恒温変態図は、温度を一定に保持したときの変態を示すものですので、Ms点以下の扱いは異なってきます。
そして、先程と同様に、恒温変態図であっても、熱処理の説明では、冷却を含めて説明されることが多いのが実情ですので、そのことを頭の隅にとどめておいてください。
→次のページへ 連続冷却変態曲線(CCT曲線)PR
最終確認R6.4月



