構造用鋼の焼ならし
焼ならしは、焼入れと同様に、変態点以上の温度に加熱保持して、その後に空冷する熱処理をいいます。
焼ならしの英語表記はNormarizing で、熱処理加工工程記号では「HNR」と表記されます。
通常は、構造用鋼に対して行うもので、調質(焼入れして、高温の焼戻しを行う処理焼戻し)のように、急冷して鋼の表面硬さ(強さ)を高くするのではなく、全体の均質化を図る目的で行われます。
さらに、組織を改善し、焼なまし状態よりも少し高めの硬さにすることで強度を高くしたり、 切削性をよくする目的などで行われます。
表題に、「構造用鋼の」と書いたのは、焼入れ性のいい鋼種では、放冷することによって、加工できないような硬さに硬化してしまいますので、意識して、その目的などを知ってほしいためです。
近年では、丸棒鋼などは、連続圧延工程で製造されており、加熱冷却工程も高度にコントロールされているために、熱間圧延品でも、かなり一定の品質になっていますし、実際に、表面硬さを測定しても、かなり均質で、焼ならしをしなくてもいい状態になっているものも多いのですが、鋼を製造する圧延過程や鍛造した品物を空気中で放冷する場合に、特殊な形状のものでは、しばしば肉厚の不同部分や鋼塊の部位などで過熱や部分冷却などで組織や結晶粒の不揃いが生じていますので、それは「焼ならし」することで改善できます。
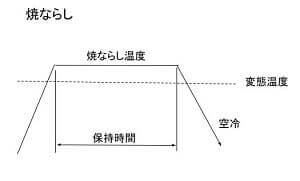
焼ならしの熱処理の方法
焼ならし温度まで温度を上げてその温度に保持した品物を空気中に放冷します。
焼ならしは、主に、機械構造用鋼に対する熱処理用語です。
上でも書きましたが、空冷して硬化する鋼種では、同じ熱処理操作でも、「焼ならし」ではなく「焼入れ」になります。 また、微妙な冷却速度で、硬さが大きく変化する場合もあるので、ある意味で、「焼ならし」は曖昧な言葉といえます。
つまり、焼ならしの加熱温度から空冷して、品物の表面の硬さの差が大きくなると、本来の意味から外れるのですが、通常、焼ならしをする鋼種は、空冷で焼きが入るほどに焼入れ性が良いものではないので、空冷して組織、硬さなどを均一化する処理ということで、曖昧な言い方で用いられています。
焼ならしは、全体を均一組織にして、ロット間の硬さを揃える必要があるものに行うもので、たとえば、フリー鍛造品や異型の品物などの、鍛造後の冷却が不均一で、残留応力が懸念される場合は、鍛造後に、改めて「焼ならし」することで改善できます。
ただし、鍛造品などで、後工程での加工(後加工)をする場合は、焼ならしではなく、完全焼なましや低温焼なましなどの、硬さの低下や均一化などの目的と残留応力の除去を兼ねて行われる場合のほうが多いです。
焼ならしの大きな効果としては、再加熱した時のオーステナイト化温度をきっちりと揃えることで、結晶粒の大きさが調整されることです。 圧延や鍛造の終止温度がまちまちな場合は焼ならしの効果があります。
近年では、圧延温度のコントロールの精度が良くなっているために、メーカーで圧延される丸棒鋼などは、結晶粒が微細で均一な場合が多いのですが、それでも、焼ならしをして、さらに均一で微細な状態にする場合も多いです。
また、均一な温度に再加熱されますので、もちろん、その過程で、残留応力を緩和することができますが、空冷で硬さむらが生じるようなばあいは、焼ならしではだめで、この場合は、焼なましなどの熱処理をしなければなりません。
つまり、焼ならしは、焼なましに比べて、処理時間や手間が簡単な処理であると言えます。
そのような、硬さを上げる焼ならし処理の場合で、それ以上に硬さを下げたい場合や、硬さを均一にしたい場合は、後で説明する、「ノルテン」をする場合があります。
PR焼ならしの熱処理操作
焼ならしの方法は、上で示したように、JISなどで指定された温度に加熱して放冷(空冷)する操作を言います。
この主目的は、結晶粒の調整で、加熱温度は焼入れ温度と同様の温度又はそれよりも、20-30℃高めの温度をとることが多く、 また、冷却については、品物全体が、均一に冷却されるように工夫しなければなりません。
カタログやJISなどで、鋼種ごとに焼ならしの加熱温度が示されている場合は、その温度で焼ならしをします。
また、しばしば、組織的な調整に加えて、硬さ(強さ)の調整を要求されることもあるので、冷却操作で「放冷」するだけではなく、「衝風空冷(ファンによる空冷)」などで冷却速度を高めて、硬さ(引張強さ)などを高める場合があります。
機械構造用鋼では、小さな品物における焼ならし硬さの例が示されていますが、大きな品物になると、冷却速度が遅くなるので、上記の熱処理条件で熱処理しても、小さな品物よりも、硬さが低くなるのはやむを得ません。
もしも高い硬さを望む場合は、ファンの風速を上げるなどで調節できますし、それでも無理な場合は、油冷するなどの「焼入れ操作」をする場合もあります。
これは、焼ならしではなく、焼入焼きもどし(調質)になります。
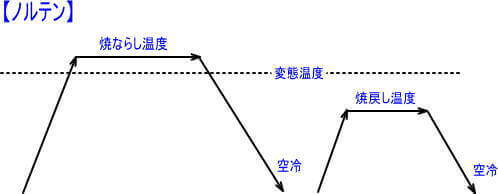
ノルテン
焼ならしをして、硬さが目的以上に高すぎたり、硬さの差(品物内の硬さのばらつき)が大きい場合には、「焼ならし+焼戻し」処理をする場合もあります。
これ「ノルテン」は業界用語で、焼ならしをして、さらに硬さの調整(硬さを下げる)をするために焼戻し操作をすることです。
PR焼ならしの英語表記はNormarizingで、熱処理加工工程記号では「HNR」ですが、細丸棒などを空冷すると、硬さ(引張強さ)が300HBを超えて、機械加工性が悪くなる場合は、硬さを下げるとともに、硬さの差を小さくするために、焼き戻しをして硬さを調整することがあります。
これを、業界用語では「ノルテン」と言っています。
つまり、Normarize+Temper の合成語で、英語読みでは「ノーテン」ですが、ドイツ語風に「ノルテン」と言っています。 いずれもJIS用語にはない、和製の業界用語です。
この「焼戻し」は、全体の硬さを低下させながら、全体の硬さの均一化をするもので、低温焼なましのような目的で行うのですが、これを、習慣的に「ノルテン」と言っています。
→次ページ 合金鋼の焼入れについてPR
最終確認R6.4月



