変形防止や加熱時の温度均一性を増す目的で、目的の加熱温度以下のある温度に加熱保持することを「予熱する」といいます。
予熱は段階的な加熱のことです。
これによって、大きな品物の加熱中の各部の温度差を小さくして変形を予防する効果があります。
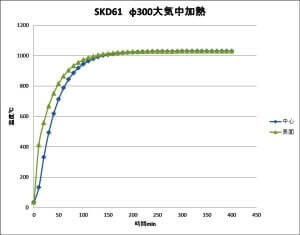
この図は、SKD61のφ300x1000の丸棒を大気炉で1030℃に加熱したときの中央の表面と中心温度をコンピュータでシミュレーションしたものです。
これによると、直接に焼入れ温度まで加熱すれば、加熱中にオーステナイト変態が起こる750~850℃程度の温度域では、100℃程度以上の温度差があることがわかります。
このような、焼入れ温度に達するまでの加熱中には、品物の温度の不均一は熱膨張の差によって変形が起きやすくなります。
形状が単純なものや、素形材で仕上げ加工をするものではそんなに配慮はいりません。
しかし、たとえば、硬さが必要なものや、複雑な形状の品物では、焼入れのための変態による寸法変化と冷却時の収縮などの温度差による変形は大きな問題になることもあります。
特に大きな品物や異形の品物の熱処理作業では、加熱中の温度差を小さくすることは変形の大小に影響するので、加熱中の予熱は重要な項目です。
変態温度前後の温度が効果的
予熱温度は、変態点や焼入れ温度を考慮して、それ以下の温度にして品物を保持して品物の温度を炉温になじませます。
できれば、なるべく多段階で昇温するのがいいのですが、時間と費用が掛かるので、変態温度前後の温度で予熱されることが多いようです。
予熱をすることで加熱時間が増すために、操業時間が伸びますしコストもかかります。
ただ、熱処理変形は焼入れなどの冷却時に発生する変形が最も多いので、過剰な予熱は必要ないと主張する人もいます。
私の勤務していた工場では、予熱をする場合でも1段の予熱がほとんどで、温度ムラが生じやすい真空炉やソルトバスでは2~3段の予熱をしていることもありました。
そして、変形などが重要でない構造用鋼の素材(棒鋼や平角鋼)では予熱はしていませんでした。
また、加熱する鋼材の焼入れ温度によって予熱温度も変えるなど、作業ごとに作業票(伝票)で作業方法を指示するようなしくみでした。
