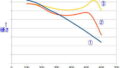
構造用鋼などを焼戻し後に特定の温度で焼戻ししたり、その温度範囲を徐冷すると衝撃値が低下する現象があります。これが焼戻し脆性です。
この脆性には、300℃付近の青熱脆性、500℃付近の一次焼戻し脆性、それ以上で生じる高温焼戻し脆性などがあります。
JISなどでは、それを防止するために、品物の焼戻し温度範囲に脆性温度域があれば、指定された鋼種では、焼戻し後に「急冷」すること … と熱処理方法を規定しています。
このために、用途によっては、焼戻し加熱後に水冷や油冷をすることで脆化を防ぐ方法をとります。
その原因もよくわかっていないところもあるのですが、基本的には、これらの温度範囲の焼戻しを避けるようにするのがいいでしょう。
以下は適当に読み流しください。私の考え方です。
JISでは脆性回避のための熱処理方法が指示されています。
ただ、これらのぜい性について議論されたのは1970年以前のことですし、当時の鋼材に対してのことなので、現在の鋼材でそれが起きるのかどうなのかの記事はほとんど見ません。
JISの制定当時も、これが生じる原因も詳しく特定されていなかったようですが、脆化するのは確かだったようです。
原因はどうも、「粒界偏析」や「硫黄(S)やリン(P)などの元素」が関係して焼戻し脆性が起きると考えられていたようです。
つまり、当時の鋼材の製造上のレベルでの原因だった感じがします。
現在の鋼材では、連続鋳造や脱ガス、不純物の除去技術が進んでおり、その当時よりも遥かに高品位な鋼材になっていますから、状況は変わっているはずです。
もちろん近年では、焼戻し脆性に関する記事や内容を見ることはほとんどありません。
これらについての確認や試験は、最近ではほとんど行なわれることがないものですし、これからも行われることもなさそうですが、依然、この脆性が出る温度での焼戻しを避けるとともに、この温度域を素早く冷却することになっています。
私自身は工具鋼をたくさん扱っていたのですが、工具鋼では 300-500℃ の温度範囲で焼戻しをすることはほとんどないし、心配ならば少し硬さを下げればいいと考えていました。
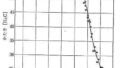
例えば、SKDやSKSのデータに、この温度域での衝撃値低下がある数字が残っているのですが、新しいデータでは、それがみられないものもあります。
品物を使ってみて、それが早期に破壊しても、その原因が焼戻し脆性という見方はしませんし、その指摘を受けたこともありません。
もちろん、350℃~400℃付近の焼戻しについては、気になっていても、硬さが指定されると、硬さ重視で焼戻しするのですが、やはり気になるので、できれば、その温度での焼戻しを避けていたのは確かです。
もちろん原因は焼戻し脆性によるものとは考えておらず、残留オーステナイトの挙動による問題と考えていましたので、確実に2回の焼戻しをすればいいと考えています。
このように、工具鋼の用途で脆性が考えられる温度域で焼戻しする場合は少ないとはいえ、お客様の要望で硬さを指定された場合には、それが衝撃値の低下する温度であったとしても、現実問題として、それらを説明して硬さ変更をお願いするこということもありませんでした。
もしも脆性について心配ならば、事前に打ち合わせいただく以外、焼戻し脆性については、一般論では答えが出しにくいです。
でも、この「焼戻し脆性」は、熱処理用語としての言葉ではしばしば出てきます。
さらに、(最近の文献はほとんど無いのですが)JISおける熱処理条件などは当面は見直されることはなさそうですから、これに対応しなければならないし、無視するわけにはいきません。
疑わしいものですが、真偽はともかく、「グレーゾーンの状態」です。
だから、「危うきは近寄らす」で、重要な部品などに対しては、できるだけ脆性が生じる温度範囲を避けることを考えておくのが無難でしょう。