雰囲気中の水分が凝縮し始める温度、すなわち、露(つゆ)ができる温度が露点です。
浸炭炉などでは、これを測定してカーボンポテンシャル(炭素濃度)を管理しています。
「浸炭」は低炭素鋼(浸炭用として製造された鋼が使われる場合が多い)の表面の炭素濃度を上げて、そして、それを焼入れすることで、表面を硬くして強度や耐摩耗性を付与する熱処理です。
この浸炭は、古くから、炭(木炭)の中に品物を入れて、それを900℃程度に加熱して鋼の表面の炭素濃度を高める「固形浸炭」が主流で、それを再度加熱して焼入れする方法が行われてきました。
しかし近年は、ガス浸炭、真空浸炭、プラズマ浸炭など浸炭用のガス(メタンなどの炭化水素を含む混合ガス)を炉内に入れて浸炭を行った後に、炉から取り出さずのそのまま、引き続いて焼入れを行う「直接焼入れ」という方法がとられます。
このときに、雰囲気の炭素濃度を知るために、露点を測定します。
露点は雰囲気ガスの炭素濃度を露点計を用いて測定します。
露点計は温度と水分量を測定する方法で、数種類のタイプがあります。
近年は、浸炭時、拡散時、焼入れ時と頻繁に温度や雰囲気を変える連続熱処理にも対応できるように、プロセス型と呼ばれる、装置に組み込んで頻繁に測定できるタイプの露点計が主流になっています。
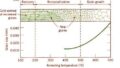
鋼を浸炭する際には、通常は炉内雰囲気の炭素当量(カーボンポテンシャル)を制御して、品物の表面が共析鋼の0.8%C(またはそれ以上)になるように炭素濃度を制御して管理します。
カーボンポテンシャル(炭素当量)は、熱処理温度と露点とカーボンポテンシャルの関係がわかっていますので、それを利用して雰囲気調整をします。
現在では、露点を定期的(または連続的)に測定して、炉内に流す浸炭ガス(エンリッチガス)の量を調節する操作をして浸炭作業が実施されています。